-
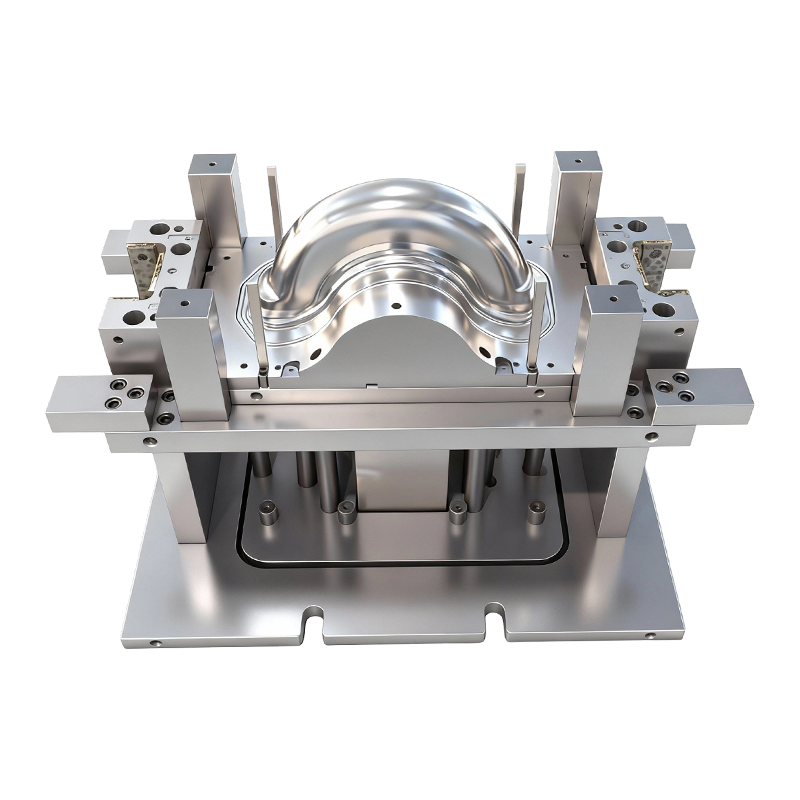
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
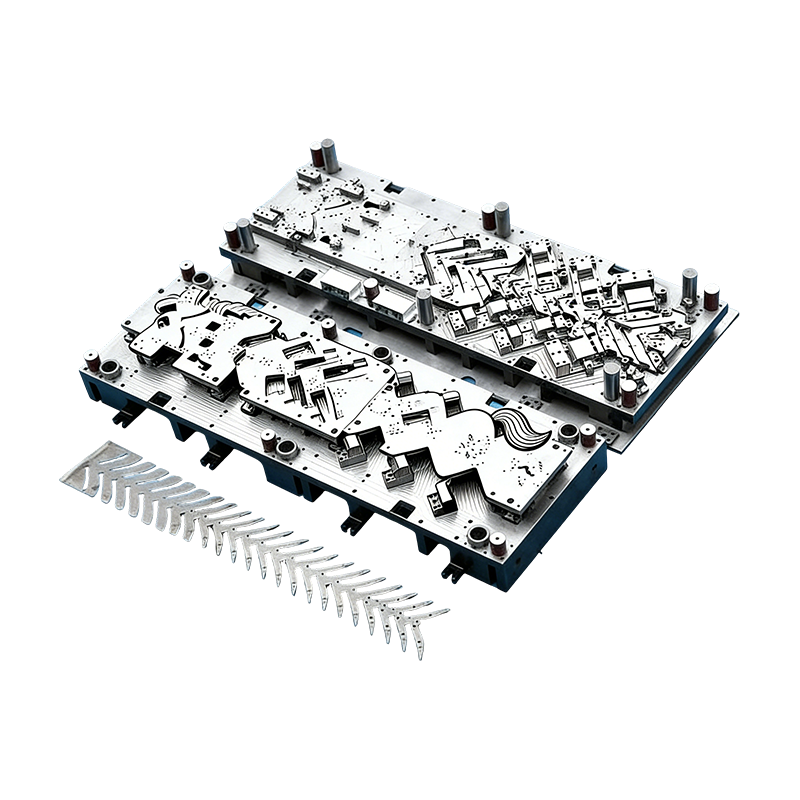
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
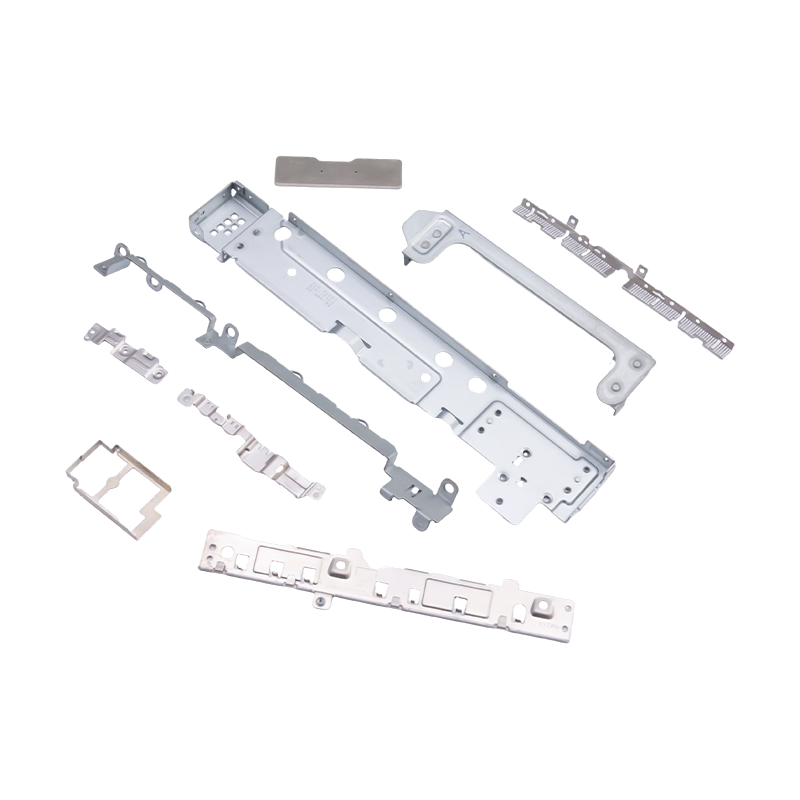
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
-
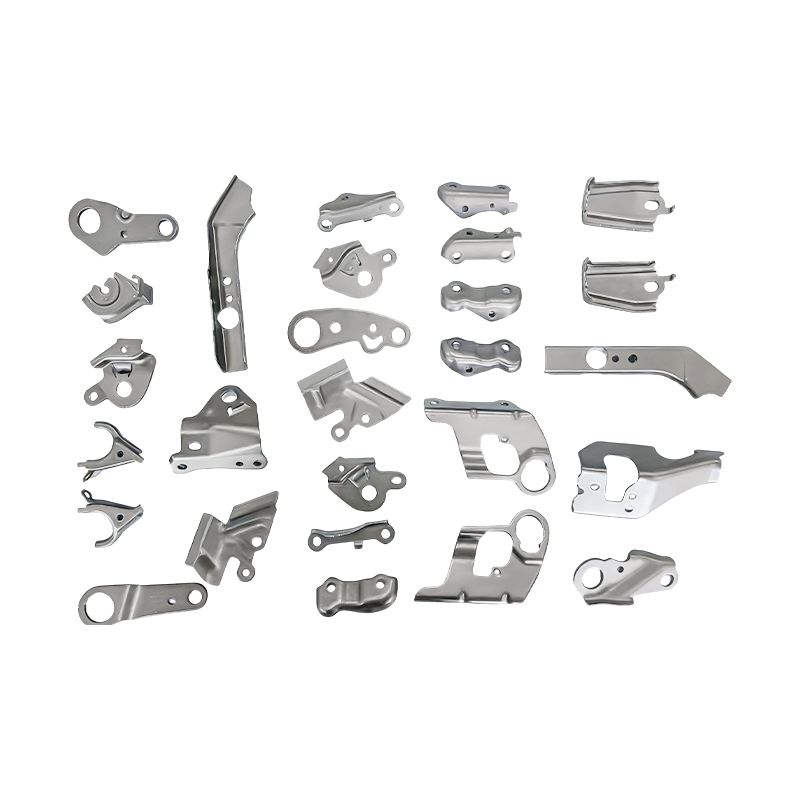
Små bildeler progressive stansedeler
Våre progressive formstemplingsdeler for små bi...
Bransjenyheter
Metallstemplingsdeler: typer og bruksområder
2026-04-27
Hva metallstemplingsdeler er og hvorfor presisjon er viktig
Metallstemplingsdeler er komponenter produsert ved å bruke kontrollert kraft gjennom dyser og stanser på flatt metallplate, og transformerer råmateriale til nøyaktig formede strukturelle og funksjonelle elementer gjennom operasjoner inkludert blanking, piercing, bøying, tegning og mynting. I motsetning til maskinering, som fjerner materiale for å oppnå geometri, fortrenger stempling og danner metall, og genererer praktisk talt ikke noe materialavfall på kuttestadiet og muliggjør syklustider målt i brøkdeler av et sekund per del. Kombinasjonen av hastighet, repeterbarhet og dimensjonskonsistens gjør metallstempling til den dominerende produksjonsprosessen der det kreves store mengder platemetallkomponenter.
Presisjon er den definerende egenskapen som skiller stempling av industrikvalitet fra metallarbeid. I applikasjoner som forbrukerelektronikk, bilmonteringer og husholdningsapparater, må stemplede komponenter oppfylle toleranser så tette som ±0,05 mm på kritiske dimensjoner, med flathetsavvik kontrollert til mindre enn 0,1 mm over delens overflate. For å oppnå disse spesifikasjonene konsekvent på tvers av produksjonsserier på hundretusenvis av stykker, kreves progressiv dyseverktøy konstruert til mikron-nivå nøyaktighet, servodrevne pressesystemer med sanntids tonnasjeovervåking og in-line syninspeksjon som er i stand til å oppdage gradhøyde, hullposisjonsavvik og overflatedefekter ved produksjonshastighet.
Materialene behandlet i metallstempling spenner over et bredt spekter. Kaldvalset stål (SPCC, DC01), elektrogalvanisert plate, varmgalvanisert stål, rustfritt stålkvaliteter 304 og 430, aluminiumslegeringer 1050 og 5052, kobberlegeringer og berylliumkobber er alle rutinemessig stemplet avhengig av mekaniske krav til korrosjonsbestandighet og mål for korrosjonsbestandighet og ledningsevne. Materialvalg påvirker direkte slitasjehastighet, tilbakefjæring, overflatekvalitet og nedstrøms etterbehandlingsprosesser - plettering, anodisering, pulverlakkering - som den ferdige stemplingen vil kreve.
Elektroniske stemplingsdeler: Presisjon i hjertet av moderne enheter
Elektroniske stemplingsdeler representerer et av de mest teknisk krevende segmentene i metallstemplingsindustrien. Komponentene som produseres for kretskortsammenstillinger, koblinger, terminaler, EMI-skjermingsbokser, batterikontakter, bryterhus og sensorbraketter må kombinere submillimeter dimensjonsnøyaktighet med spesifikke elektriske, termiske og mekaniske ytelsesegenskaper - alt innenfor de strenge kostnadsbegrensningene til konkurrerende forbrukerelektronikkmarkeder.
Koblingsterminaler og kontaktfjærer er blant de mest utfordrende elektroniske stemplingsdelene å produsere. Produsert av fosforbronse, berylliumkobber eller messingbånd i tykkelser fra 0,1 mm til 0,5 mm, krever disse delene multi-trinns progressive dyser som samtidig blanker profilen, danner fjærgeometrien og mynter kontaktflaten i et enkelt trykk. Kontaktkraft, holdbarhet på innsettings-/uttakssyklusen og kontaktmotstand – vanligvis nødvendig under 10 mΩ etter 1000 innsettingssykluser – valideres gjennom applikasjonsspesifikke testprotokoller i stedet for generiske materialsertifikater.
EMI-skjermingsbokser og RF-kapslinger
EMI skjermingsbokser er tynnveggede elektroniske stemplingsdeler laget av nikkel-sølv, kaldvalset stål eller rustfritt stålplate i tykkelser på 0,15–0,3 mm. Deres funksjon er å inneholde radiofrekvente utslipp fra høyhastighets prosessormoduler, trådløse kommunikasjons-ICer og strømstyringskretser på tettbefolkede PCB-er. Dimensjonsnøyaktighet for boksens omkrets og høyde er kritisk: hull som overstiger 0,1 mm ved seteflensen skaper åpninger som kompromitterer skjermingseffektiviteten med 10–20 dB ved frekvenser over 1 GHz, noe som direkte forringer enhetens radioytelse og potensielt forårsaker regulatorisk sertifiseringssvikt.
Batterikontakter og fjærklemmer
Batterikontaktfjærer i bærbare enheter må levere konsistent kontaktkraft over hele batteriinnsettings- og fjerningssyklusens levetid – typisk 500–1000 sykluser for forbrukerenheter. Elektroniske stemplingsdeler i denne kategorien er produsert av rustfritt stål eller fosforbronse med gull- eller nikkelbelegg på kontaktspissen. Fjærgeometrien – utkrager, kveilet eller foldet – er optimert gjennom finite element-simulering under verktøydesign for å sikre at kontaktkraften forblir innenfor det spesifiserte vinduet (typisk 1–3 N) over den fulldimensjonale toleransestabelen til battericellen og huset.
Stemplingsdeler for bærbar PC: strukturell presisjon i tynne profiler
Bærbar stempling deler operere under et unikt sett med begrensninger som skiller dem fra generelle elektroniske stemplingsdeler. Den nådeløse drivkraften mot tynnere, lettere notebook-design – med chassistykkelser nå regelmessig under 14 mm og total systemvekt under 1 kg – krever stemplede komponenter som gir maksimal strukturell stivhet ved minimal materialtykkelse, samtidig som de passer i monteringskonvolutter målt i tideler av en millimeter.
Hengselbraketten er en av de mest mekanisk krevende bærbare stemplingsdelene i enhver bærbar design. Laget av høyfast rustfritt stål eller kaldvalset stål med strekkfasthet over 600 MPa, må hengselbraketter tåle den sykliske utmattelsesbelastningen ved operasjoner med åpne-lukking av lokket – typisk vurdert for 20 000–30 000 sykluser i bærbare datamaskiner av kommersiell kvalitet – uten permanent deformasjon eller overflatesprekker. Progressiv stempling etterfulgt av preging ved hengselboringsplasseringene sikrer at borediameteren og posisjonsnøyaktigheten oppfyller kravene til tett interferenspasning til hengseltappenheten.
Interne chassisforsterkningsbraketter, avstander for hovedkortmontering, termiske modulholdere og støtterammer for tastaturbakplate er tilleggskategorier av stemplingsdeler for bærbare datamaskiner der dimensjonsstyring er kritisk. Med monteringstoleranser på systemnivå målt i brøkdeler av en millimeter, må hver stempling konsekvent treffe sitt individuelle toleransevindu - typisk ±0,1 mm på hullposisjoner og ±0,05 mm ved kritiske tilpasninger - for å tillate robotmontering uten manuell justering. Overflatebehandlinger inkludert strømløs nikkelbelegg, svart oksid og kjemisk konverteringsbelegg påføres disse delene for å møte kravene til korrosjonsbestandighet og jordingskonduktivitet.
Stemplingsdeler for husholdningsapparater: Holdbarhet utviklet for flere tiår med service
Stemplingsdeler for husholdningsapparater tjener som kjernestrukturen og det funksjonelle skjelettet til kjøleskap, vaskemaskiner, klimaanlegg og mikrobølgeovner. I motsetning til forbrukerelektronikk - hvor en produktlevetid på tre til fem år er typisk - er store husholdningsapparater designet for ti til femten år med kontinuerlig drift i hjemmemiljøer som inkluderer fuktighet, temperatursvingninger, vibrasjoner og kjemisk eksponering fra rengjøringsmidler. De stemplede metallkomponentene inne i disse produktene må samsvare med denne holdbarhetsforventningen.
Materialvalg for stemplingsdeler til husholdningsapparater gjenspeiler dette kravet om lang levetid. Galvanisert stålplate (varm- eller elektrogalvanisert) gir korrosjonsbeskyttelse i innvendige paneler og chassiskomponenter utsatt for kondens og rengjøringsmidler. Rustfritt stålkvalitet 430 er spesifisert for synlige ytre overflater og indre trommelkomponenter i vaskemaskiner hvor kosmetisk utseende og flekkbestandighet er førsteklasses krav. Aluminiumslegeringsplate - typisk 3003 eller 5052 - brukes i varmevekslerfinner og dekorative frontpaneler der vektreduksjon og anodiseringskompatibilitet er prioritert.
Strukturelle roller: braketter, chassis og koblingsstykker
Innenfor apparatsammenstillingen utfører stemplingsdeler for husholdningsapparater tre primære strukturelle funksjoner. Motormonteringsbraketter fester interne motorer – kompressorer i kjøleskap, drivmotorer i vaskemaskiner, viftemotorer i klimaanleggs innendørsenheter – til apparatrammen med tilstrekkelig stivhet til å isolere vibrasjoner og forhindre tretthetssvikt på festeplasseringer i løpet av produktets levetid. Chassis-stemplinger danner det bærende skjelettet som støtter apparatkroppen, bærer vekten av interne komponenter og gir det dimensjonale datumet som alle monteringsoperasjoner er referert fra. Koblingsstykker kobler sammen store underenheter, og overfører mekaniske belastninger mellom den strukturelle rammen, dørhengslene, kontrollpanelets monteringsstrukturer og rør- eller ledningsføringsfester.
Kvalitetskontrollkrav for stemplinger av apparatkvalitet
Det utføres strenge kvalitetskontroller under produksjon av stemplingsdeler for husholdningsapparater for å matche kravene til lang levetid for husholdningsapparater. Følgende inspeksjonsparametere blir rutinemessig verifisert ved innkommende inspeksjon, kontrollpunkter i prosessen og endelig aksept:
- Flathet og formnøyaktighet: Chassispaneler og brakettmonteringsoverflater kontrolleres på overflateplater eller CMM-fester for å bekrefte planhet innenfor spesifikasjonen – typisk 0,3–0,8 mm over hele panellengden – for å sikre riktig monteringspasning og forhindre spenningskonsentrasjon ved festepunkter.
- Korrosjonsbestandighet: Saltspraytesting i henhold til ISO 9227 - 72 til 240 timer avhengig av bruken - bekrefter at beleggsystemet (sinkbelegg, galvanisering eller pulverlakk) gir tilstrekkelig beskyttelse for det tiltenkte bruksmiljøet.
- Dimensjonell verifisering av kritiske funksjoner: Hulldiametere, kant-til-hull-avstander og bøyde flensvinkler ved monteringsgrensesnitt måles av optisk komparator eller koordinatmålemaskin ved definerte prøvetakingsfrekvenser for å bekrefte at deler forblir innenfor toleransevinduet gjennom hele produksjonskjøringen.
- Gradhøydekontroll: Eksponerte kanter og utstansede hull kontrolleres for gradshøyde – vanligvis nødvendig under 0,1 mm – for å forhindre skade på ledningsisolasjon, operatørskader under montering og spenningskonsentrasjon som kan føre til utmattelsessprekker under drift av apparatet.
Sammenligning av applikasjonskrav på tvers av stemplingssegmenter
De tre primære segmentene – generelle metallstemplingsdeler, elektroniske stemplingsdeler, bærbare stemplingsdeler og stemplingsdeler for husholdningsapparater – deler den samme kjerneproduksjonsprosessen, men avviker betydelig i materialkvalitet, dimensjonstoleranse, overflatefinish og krav til servicemiljø. Tabellen nedenfor oppsummerer de viktigste forskjellene for å støtte spesifikasjons- og innkjøpsbeslutninger:
| Attributt | Elektroniske stemplingsdeler | Bærbar stempling | Stemplingsdeler for husholdningsapparater |
|---|---|---|---|
| Typisk materialtykkelse | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Nøkkelmaterialer | Fosforbronse, berylliumkobber, nikkel-sølv | Høyfast rustfritt stål, kaldvalset stål | Galvanisert stål, rustfritt stål 430, aluminiumslegering |
| Dimensjonstoleranse | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primært ytelsesfokus | Konduktivitet, kontaktkraft, EMI-demping | Tretthetslevetid, stivhet, vektminimering | Korrosjonsbestandighet, strukturell belastningskapasitet |
| Overflatebehandling | Gullbelegg, nikkelbelegg, tinnbelegg | Elektrofritt nikkel, svart oksid, kjemisk konvertering | Varmgalvanisering, pulverlakkering, anodisering |
| Design levetid | 3 – 5 år (forbrukersyklus) | 3 – 7 år | 10 – 15 år |

Innkjøp av metallstemplingsdeler: hva du bør vurdere hos en leverandør
Å velge en dyktig stempelleverandør krever en parallell evaluering av teknisk infrastruktur, kvalitetsstyringssystemer og produksjonskapasitet. Den laveste enhetsprisantydningen fra en leverandør uten validert verktøykapasitet, inspeksjonsutstyr i prosessen og kontroll av overflatebehandling vil konsekvent gi høyere totalkostnader gjennom omarbeiding, linjestopp og feltretur. Følgende kriterier gir et strukturert evalueringsrammeverk:
- Verktøydesign og vedlikeholdsevne: Internt progressivt dysedesign, CNC-verktøyromsutstyr og dokumenterte dysevedlikeholdsplaner er indikatorer på en leverandør som kan kontrollere delens kvalitet gjennom verktøyet i stedet for å stole på sortering.
- Presskapasitetsområde: En leverandørflåte som spenner over 25-tonns benkpresser til 400-tonns gap-frame eller rettsidepresser indikerer evne til å håndtere både delikate elektroniske stemplingsdeler og tunge stansedeler for husholdningsapparater innenfor et enkelt kildeforhold.
- Metrologi og inspeksjonsinfrastruktur: CMM-kapasitet, optiske komparatorer, overflateruhetstestere og saltspraytestkamre på stedet indikerer at leverandøren kan generere objektive kvalitetsdata i stedet for å stole på visuell inspeksjon alene.
- Sertifiseringer: ISO 9001:2015 som det grunnleggende kvalitetsstyringssystemet; IATF 16949 for deltakelse i bilforsyningskjeden; ISO 14001 for miljøledelse – spesielt relevant når overflatebehandlingsprosesser involverer regulerte kjemikalier.
- Materialsporbarhet: Mill-sertifikater knyttet til produksjonsbatch-poster lar feilanalyseteam spore feltdefekter tilbake til spesifikke materialoppvarminger og prosesskjøringer – et ikke-omsettelig krav for bærbare stemplingsdeler og elektroniske stemplingsdeler levert til regulerte sluttmarkeder.
Forrige innlegg
Lett, høy presisjon: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Neste innlegg
Fra karosseripaneler til batterihus: konstruksjonen bak dyptrekksmatriser for biler
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
