-
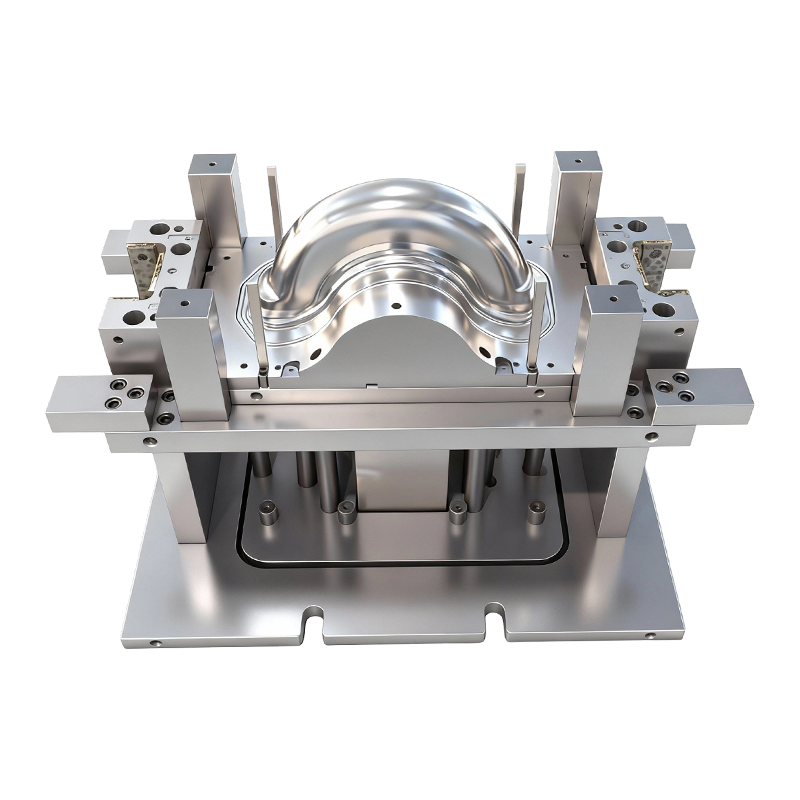
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
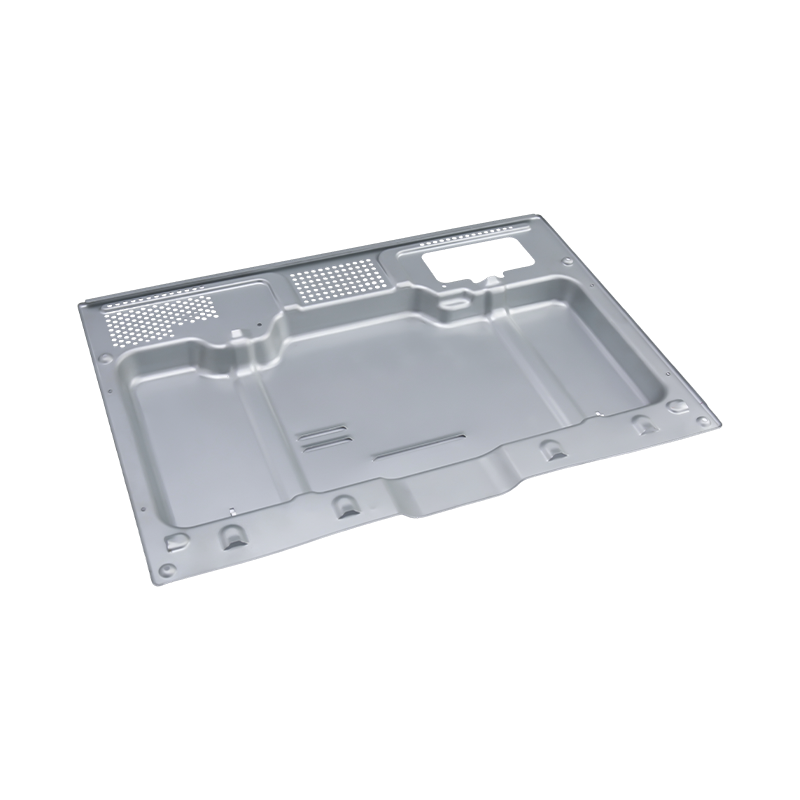
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
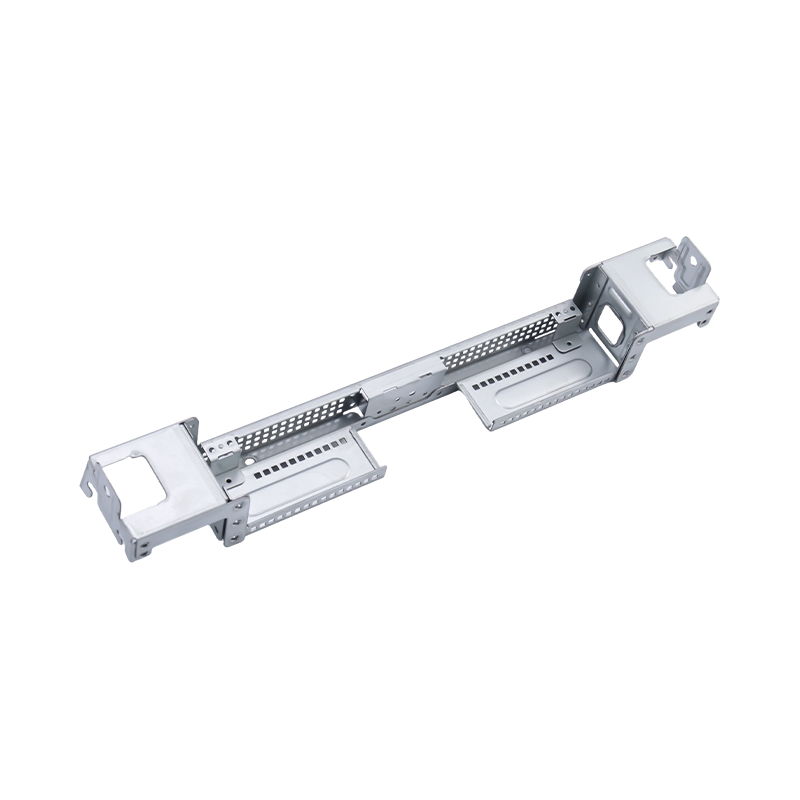
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
-

Automotive motorhus stemplingsdeler
Stemplingsdeler for bilmotorhus er kjernekompon...
-
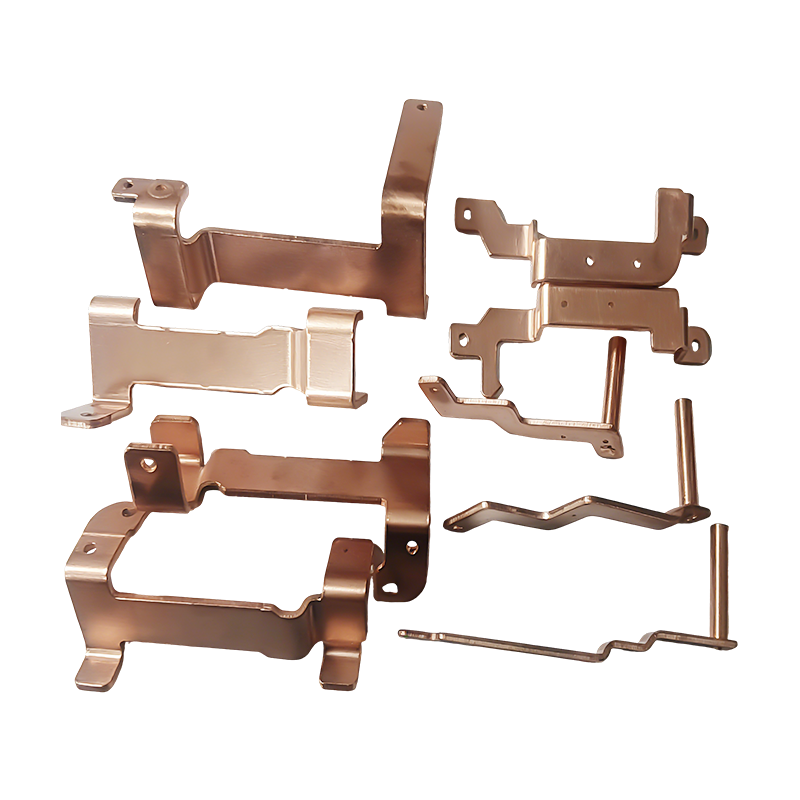
Nye energikjøretøy kobber samleskinne stempling deler
Nye kobbersamleskinne-stemplingsdeler for energ...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Lett, høy presisjon: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Lett, høy presisjon: Deep Drawing Die Strategies Driving EV Body Panel Innovation
2026-05-07
Hva gjør dyptrekksdyser for biler forskjellig fra standardverktøy
Dyptrekkingsdyser som brukes i bil- og elbilproduksjon kan ikke byttes ut med universalplateverktøy. De er spesialkonstruerte systemer som består av fire hovedkomponenter - stanser, dyser, emneholdere og dysesett - hver optimalisert for å fungere sammen under ekstreme formingsbelastninger. I en typisk bilstansepresse synker stansen ned i dysehulrommet mens emneholderen påfører kontrollert nedadgående trykk på plateflensen, og leder metallstrømmen inn i hulrommet uten å skrukke eller rive. Dysesettet gir den stive strukturelle rammen som opprettholder innretting under sykliske belastninger som kan overstige flere hundre tonn per slag.
Hva kjennetegner automotive-grade dyptegningsmatriser er presisjonstoleransen som kreves gjennom hele verktøyet. Dimensjonsnøyaktighet holdes vanligvis til ±0,02 mm på tvers av kritiske formingsflater, et krav drevet av det faktum at kumulative avvik på tvers av et karosseripanel - for eksempel et ytre dørpanel - oversettes direkte til synlige overflatedefekter eller monteringshull som påvirker både estetikk og strukturell passform. Overflatefinish på stanse- og dyseradius er like kritisk: en Ra-verdi på ≤0,05 μm (nærmest speilkvalitet) minimerer friksjonsindusert tynning og riss, spesielt ved prosessering av høyfaste eller lette legeringer.
Formbarhet av aluminiumslegering og rollen til aluminiumssmeltepunktet i prosessdesign
Aluminiumslegering har blitt det dominerende lettvektsmaterialet for både tradisjonelle bilkarosseripaneler og EV-konstruksjonskomponenter, drevet av dets gunstige styrke-til-vekt-forhold, korrosjonsbestandighet og resirkulerbarhet. Imidlertid byr aluminium på unike utfordringer ved dyptrekking som er direkte knyttet til dets materialegenskaper – inkludert dets termiske oppførsel i forhold til aluminiums smeltepunkt .
Rent aluminium smelter ved ca 660 °C , men aluminiumslegeringene som brukes i bilstempling - først og fremst 5xxx (Al-Mg) og 6xxx (Al-Mg-Si)-seriene - har smelteområder som starter litt lavere avhengig av legeringssammensetning. Selv om selve aluminiumssmeltepunktet ikke nås direkte under kaldstempling, er det svært relevant for to prosess-tilstøtende områder: varmforming og dysekjøling. Ved varmforming av aluminium varmes emner opp til 200–300 °C (en nøye utvalgt brøkdel av smeltepunktet) for å øke duktiliteten og redusere tilbakespring, noe som muliggjør produksjon av komplekse geometrier som vil sprekke under formingsforhold ved omgivelsestemperatur. Dysedesignere må ta hensyn til termisk ekspansjon ved disse temperaturene, rekalibrere klaringer og emneholderkraftparametere tilsvarende.
Selv ved konvensjonell kald dyptrekking kan friksjonsvarme som genereres ved stanse-emne og dyse-emne-grensesnittene heve lokale overflatetemperaturer betydelig. For aluminiumslegeringer, som har et relativt lavt smeltepunkt sammenlignet med stål, akselererer overdreven lokal oppvarming gnaging - limoverføringen av aluminium til dyseoverflater - som forringer overflatefinishen, øker formingskreftene og forkorter verktøyets levetid. Dette gjør smørestrategi og valg av overflatebelegg spesielt viktig ved prosessering aluminiumslegering ark.
Vanlige aluminiumslegeringer for biler og deres formingsegenskaper
| Alloy-serien | Typisk karakter | Smelteområde (°C) | Nøkkelapplikasjon |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Panserinner, dørinner, EV-skap |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Ytre karosseripaneler, strukturelle lukkinger |
| Mg-Al (magnesium-aluminium) | AZ31, AM60 | 470–630 | EV batterihus, instrumentpaneler |
EV-spesifikt formdesign: dyptrekksforhold, batterihus og lettvekt
Produksjon av elektriske kjøretøy stiller krav til dyptrekkende dyser som går utover hva tradisjonell bilstempling krever. Den mest teknisk krevende applikasjonen er dannelsen av batterihus av magnesium-aluminiumslegering – store, dype, strukturelt komplekse kabinetter som beskytter battericelle-arrayer samtidig som de bidrar til kjøretøyets totale vektbudsjett. Disse komponentene krever dyptrekkingsforhold som overstiger 2,5:1 (forholdet mellom emnediameter og stansediameter), som presser materialet til dets duktilitetsgrenser og krever eksepsjonell formkonstruksjon for å unngå flenssprekker eller overdreven veggfortynning.
Minimering av materialtynning på tvers av den trukket veggen er kritisk for batterihus fordi jevn veggtykkelse direkte påvirker strukturell stivhet og kollisjonsytelse. Dysedesignere adresserer dette gjennom flere koordinerte strategier: optimalisering av stansens neseradius for å fordele tøyningen jevnere, implementere profiler med variabel emneholderkraft (BHF) som øker trykket gradvis etter hvert som trekkedybden øker, og bruk av flertrinns tegnesekvenser for spesielt dype geometrier i stedet for å forsøke forming med én operasjon.
Skiftet mot lettvekt har også drevet bruken av modulære formstrukturer i EV-programmer. I stedet for å bearbeide en monolitisk dyseblokk, bruker modulære design utskiftbare innsatser for soner med høy slitasje, som for eksempel dyseinngangsradier og stansehjørner. Denne tilnærmingen reduserer verktøykostnadene per kjøretøyprogram med 20–35 % i scenarier med høyt volum, siden slitte innsatser kan skiftes ut uten å kassere hele dysesettet. Modulære dyser muliggjør også raskere tilpasning når designgjentakelser skjer under utviklingssyklusen for elbiler, som har en tendens til å bevege seg raskere enn tradisjonelle bilprogrammer.
Blank Holder Force Control: Forhindrer rynker og sprekker samtidig
Blankholderkraft er den mest innflytelsesrike prosessvariabelen ved dyptrekking, og dens korrekte kalibrering er det som skiller en stabil produksjonsprosess fra en som er utsatt for skrot. For lite BHF gjør at flensen spenner seg under trykk i omkretsen, og produserer rynker som ikke kan flates ut i etterfølgende operasjoner. For mye BHF hindrer metall i å strømme inn i dysehulrommet, og forårsaker strekkbrudd i veggen - vanligvis ved stanseradiusen, der materialet er tynnest.
For aluminiumslegering plater, er det akseptable BHF-vinduet smalere enn for lavkarbonstål fordi aluminium har en lavere tøyningsherdingseksponent og er mer følsom for lokalisert tynning. Moderne bil dyptegningsmatriser takle dette med hydrauliske eller servostyrte emneholdere som dynamisk kan justere trykket i sanntid basert på tilbakemelding fra veieceller innebygd i dysestrukturen. Denne lukkede sløyfekontrollen er spesielt verdifull når man trekker magnesium-aluminiumslegeringskomponenter ved forhøyede temperaturer, hvor materialstrømningsspenningen endres kontinuerlig når emnet avkjøles under slaget.
Følgende faktorer må balanseres ved innstilling av emneholderparametere for en ny dyptrekkingsoperasjon:
- Materialets flytestyrke og forlengelse: Legeringer med høyere styrke krever større BHF for å forhindre rynker, men er samtidig mer sårbare for sprekker, og krever strammere kontrollbåndbredde.
- Blank geometri og tegnedybde: Ikke-sirkulære emner - vanlig i dørpanel- og batterihusapplikasjoner - utvikler ujevn flensspenningsfordeling, og krever segmenterte emneholdere eller emneholdere med variabel geometri.
- Smørefilmtykkelse: Tykkere smørefilmer reduserer friksjonen og senker BHF som kreves for å forhindre gnaging, men overdreven smøring kan forårsake vannplaningseffekter som destabiliserer metallstrømmen.
- Presseslaghastighet: Høyere stemplingshastigheter øker tøyningshastigheten, noe som påvirker aluminiums strømningsspenning og innsnevrer det sikre BHF-området – en kritisk vurdering ved skalering fra prototype til masseproduksjonspresselinjer.
Simuleringsdrevet dyseutvikling og intelligent overvåking i masseproduksjon
Utvikling av moderne biler er ikke lenger avhengig av fysisk utprøving alene. Finite element-analyse (FEA)-basert formingssimulering – ved bruk av programvareplattformer som AutoForm eller Dynaform – lar formingeniører virtuelt teste formingsforholdene før et enkelt stykke verktøystål kuttes. Simulering forutsier nøyaktig tynningsfordeling, rynkerisikosoner, tilbakeslagsstørrelse og krav til formingskraft, noe som gjør det mulig for designere å optimalisere stansegeometri, dyseinngangsradius og BHF-profiler beregningsmessig. For aluminiumslegering komponenter med kompleks krumning, kan simulering redusere fysiske prøvegjentakelser med 40–60 %, noe som komprimerer utviklingstidslinjene betydelig.
Når dyser kommer inn i masseproduksjon, opprettholder intelligente overvåkingssystemer prosessstabilitet over tusenvis av slag per skift. Akustiske emisjonssensorer oppdager utbruddet av gnaging eller overflateskåring før det blir synlig. Strekkmåler-arrayer i dysestrukturen sporer kraft i sanntid, flagger avvik som indikerer variasjon av emnemateriale eller sammenbrudd av smøremiddel. Vision-systemer utfører 100 % optisk inspeksjon av trukket deler umiddelbart etter utkast, måler kritiske dimensjoner mot CAD-nominelle verdier og flagger automatisk deler utenfor toleranse for fjerning før de når nedstrømsmontering.
Denne integrasjonen av simulering og in-press-overvåking reflekterer en bredere bransjeovergang: dyptegningsmatriser er ikke lenger passivt verktøy, men aktive komponenter i et datadrevet produksjonssystem. For bil- og elbilprodusenter som er forpliktet til produksjonsmål med null defekter, er investering i simuleringsvaliderte dysedesign og sensorutstyrt produksjonsverktøy ikke et førsteklasses alternativ – det er et konkurransedyktig grunnlinjekrav ettersom industrien akselererer skiftet mot lettvekt med avansert aluminiumslegering materialer.

Forrige innlegg
Bilsete stemplingsdeler: Kvalitets- og passformguide
Neste innlegg
Metallstemplingsdeler: typer og bruksområder
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
