-
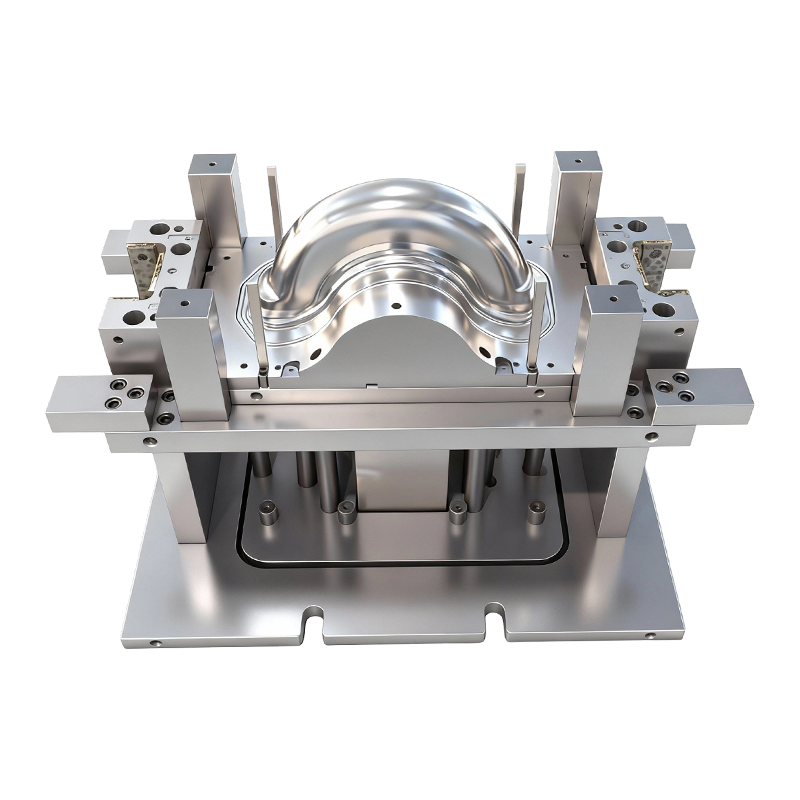
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-

Stemplingsdeler for tunge lastebiler
Våre stemplingsdeler for tunge lastebiler er pr...
-
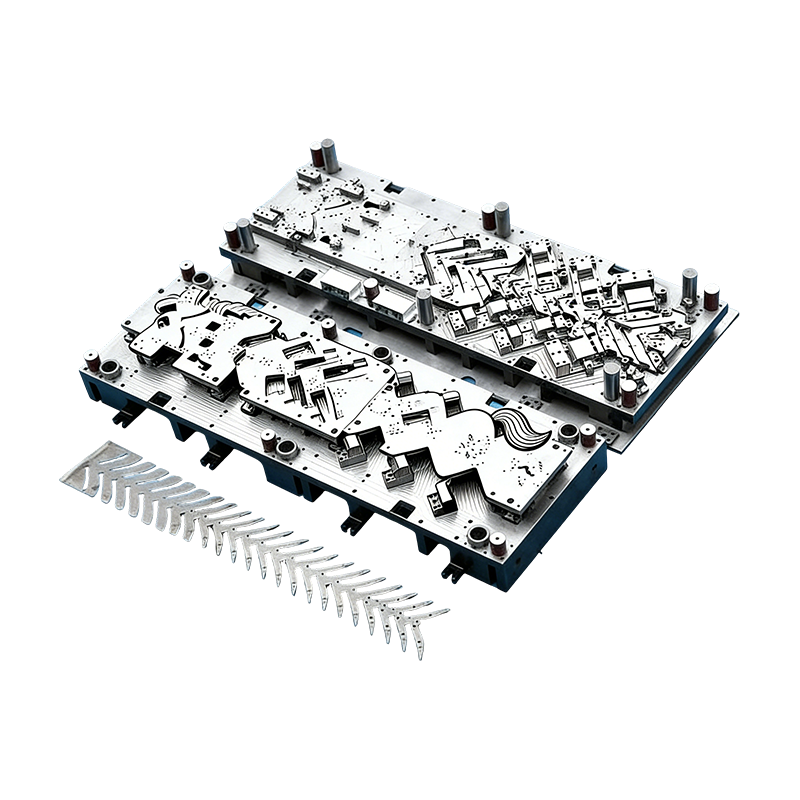
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
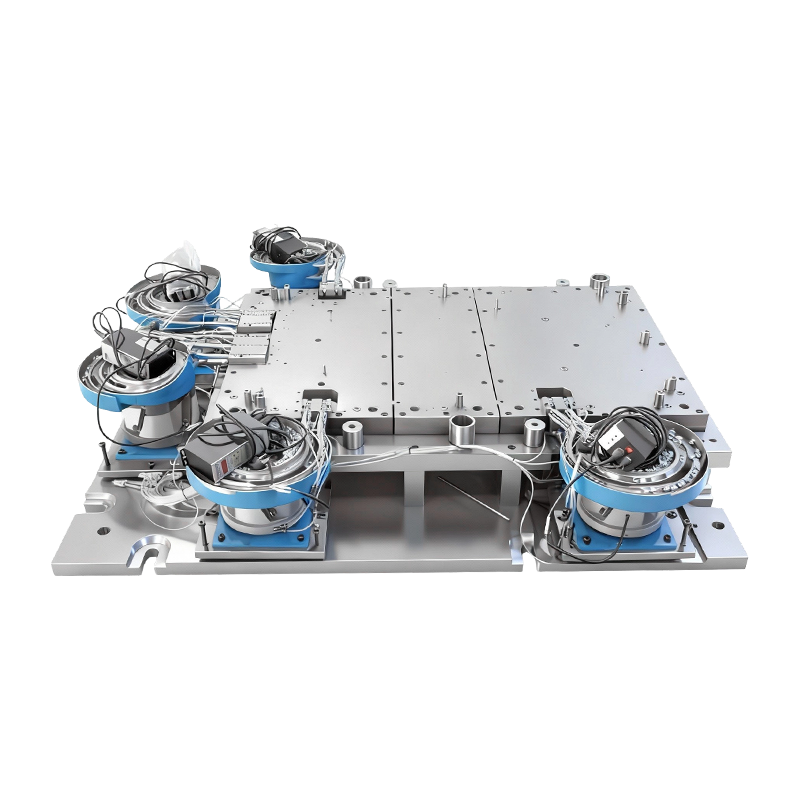
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
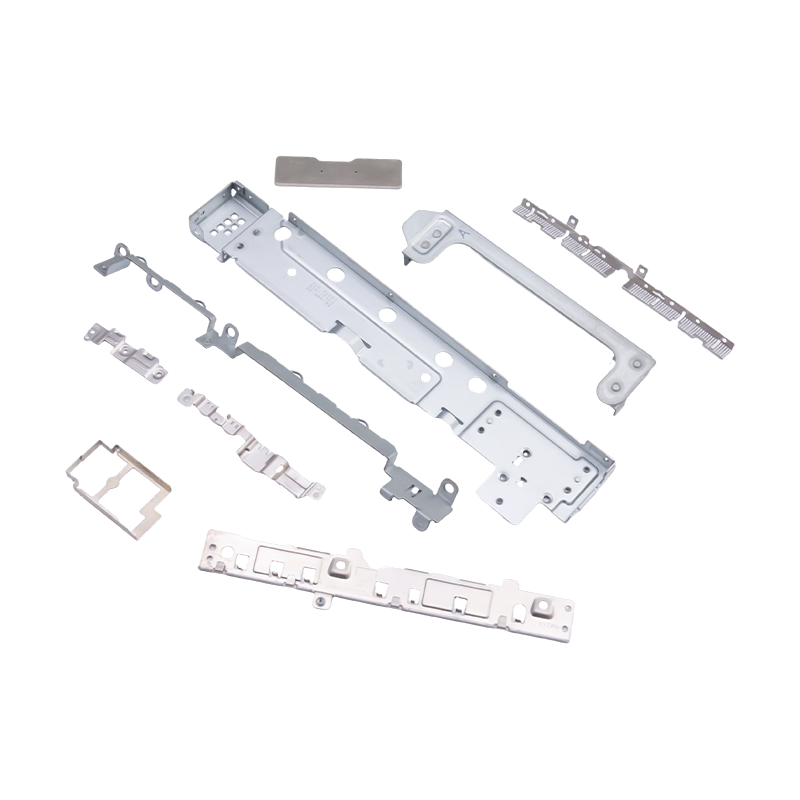
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Fra karosseripaneler til batterihus: konstruksjonen bak dyptrekksmatriser for biler
Fra karosseripaneler til batterihus: konstruksjonen bak dyptrekksmatriser for biler
2026-04-21
Hva er stemplingsstanser for biler og hvordan fungerer de
Automotive stemplingsstanser er presisjonsverktøysystemer som brukes til å forme flate metallplater til komplekse tredimensjonale komponenter gjennom kontrollert plastisk deformasjon. Blant de forskjellige typene, tegning dører og dyptegningsmatriser er de mest kritiske for å produsere hule eller koppformede deler - fra ytre dørpaneler og hetter til batterikapslinger og strukturelle forsterkninger.
Dyptrekkingsprosessen fungerer ved å presse et flatt metallemne inn i et dysehulrom ved hjelp av en stanse, mens en emneholder bruker kontrollert kraft for å styre metallstrømmen og forhindre defekter. I motsetning til grunn forming, oppnår dyptrekking et trekkforhold - forholdet mellom emnediameter og stansediameter - som vanligvis overstiger 2,5:1, noe som muliggjør produksjon av betydelig dypere deler i forhold til bredden. Denne evnen er avgjørende for bilapplikasjoner der kompleks geometri og strukturell integritet må eksistere side om side.
En komplett dysesammenstilling inkluderer vanligvis fire hovedkomponenter:
- Den slag , som fysisk deformerer metallemnet nedover i hulrommet
- Den dø (hunform), som definerer den ytre formen og dimensjonene til den dannede delen
- Den blank holder , som utøver justerbart trykk på platemetallflensen for å styre materialflyten
- Den dø set (base- og styremontering), som sikrer presis justering og repeterbarhet på tvers av produksjonssykluser
Sammen må disse komponentene konstrueres med toleransenivåer som vanligvis holdes på ±0,02 mm , som sikrer dimensjonsnøyaktighet på tvers av høyvolumsproduksjon som kan nå hundretusenvis av deler per år.
Nøkkeldesignkriterier for høyytelses dyptegningsmatriser
Å designe effektive dyptrekksdyser for bilbruk krever balansering av flere konkurrerende tekniske krav. Dårlig design fører til sprekker, rynker, tilbakespring eller for tidlig verktøyslitasje – alt dette øker direkte produksjonskostnadene og nedetiden. Følgende parametere er sentrale for å oppnå konsistent, feilfri utgang.
Blank Holder Force Control
Blank holder force (BHF) er en av de mest innflytelsesrike variablene i dyptegningsprosessen. Utilstrekkelig BHF får metallplaten til å spenne seg og rynke seg når den strømmer innover; overdreven BHF begrenser materialflyten og fører til riving eller sprekkdannelse ved stanseradius. Modernee stemplingsmatriser for biler bruk hydrauliske eller servostyrte emneholdere som er i stand til dynamisk å justere trykket gjennom slagsyklusen - ofte varierende fra 20 % til 80 % av maksimal kraft avhengig av formingsdybde og materialtype.
Overflatefinish og friksjonsreduksjon
Dyseoverflater i kontakt med metallplaten må oppnå en ultrajevn finish for å minimere friksjonsindusert tynning og gnaging. Bransjestandarder for høy ytelse dyptegningsmatriser krever en overflateruhet på Ra ≤ 0,05μm , oppnådd gjennom polering, hardforkromning eller fysisk dampavsetning (PVD) belegg som TiCN eller DLC (diamantlignende karbon). Disse beleggene forlenger også verktøyets levetid betydelig, og reduserer utskiftingsintervallene i masseproduksjonsmiljøer.
Modulær verktøyarkitektur
Modulære dysestrukturer gjør at individuelle komponenter - som stanser, innsatser eller emneholdersegmenter - kan skiftes ut uavhengig i stedet for å kreve full dyseskifting. For bilprodusenter som kjører flere modellvarianter på delte plattformer, reduserer modularitet verktøyinvesteringer med 25–40 % og forkorter overgangstiden fra timer til minutter. Denne designtilnærmingen forenkler også vedlikeholdsplanlegging og muliggjør raskere tilpasning til tekniske endringsordrer (ECOs).
Bruksområder i tradisjonelle kjøretøy vs. elektriske kjøretøy
Mens den grunnleggende mekanikken til dyptegning forblir konsistent, er de spesifikke kravene for tradisjonelle kjøretøy og elektriske kjøretøyer (EV-er) vesentlig forskjellige – noe som gjenspeiler forskjeller i materialer, geometrier og strukturelle prioriteringer.
| Parameter | Tradisjonelle kjøretøy | Elektriske kjøretøy |
|---|---|---|
| Primære materialer | Blødt stål, HSLA stål | Aluminiumslegering, magnesium-aluminiumslegering |
| Typisk tegningsforhold | 1,8:1 – 2,2:1 | 2,5:1 og over |
| Nøkkelformede komponenter | Dørpaneler, panser, bagasjelokk | Batterihus, motorhus, gulvbrett |
| Toleransekrav | ±0,05 mm (kroppspaneler) | ±0,02 mm (battery enclosures) |
| Materiell utfordring | Slitestyrke for stålforming | Forebygging av gnaging med myke legeringer |
For EV-spesifikke applikasjoner, tegning dører designet for batterihus av magnesium-aluminiumslegering står overfor unike utfordringer. Disse lette legeringene har lavere duktilitet enn stål og er mer utsatt for tilbakespring og overflateskåring. Dyser for disse komponentene er vanligvis konstruert med oppvarmet verktøy (varmforming ved 200–300 °C) for å forbedre materialflyten, sammen med spesialiserte smøremiddeltilførselskanaler integrert i dysestrukturen for å opprettholde konsistente friksjonsforhold over lange produksjonsserier.
Simuleringsteknologier og intelligent overvåking i Die Engineering
Modern stemplingsmatriser for biler utvikles i forbindelse med avanserte simuleringsplattformer før fysisk verktøy produseres. Programvare for finitt elementanalyse (FEA) – inkludert verktøy som AutoForm, Pam-Stamp og LS-DYNA – lar ingeniører praktisk talt simulere hele formingsprosessen, forutsi tynningsfordeling, rynkerisikosoner, tilbakeslagsstørrelse og krav til emneholderens trykk med høy nøyaktighet.
En typisk simuleringsarbeidsflyt for en kompleks dyptegnet komponent inkluderer:
- Inndata for materialkarakterisering — flytegrense, n-verdi (eksponent for tøyningsherding), r-verdi (plastisk anisotropiforhold) for den spesifikke legeringen og temperamentet
- Forming limit diagram (FLD) analyse — identifisere sikre, marginale og feilsoner innenfor den dannede delen
- Springback-kompensasjonsmodellering — forutsi elastisk gjenvinning og forhåndskompenserende formgeometri for å oppnå endelig nettoform
- Prøv virtuell iterasjon – redusere fysiske prøvesykluser fra 10–15 til færre enn 5 per del, noe som sparer betydelig tid og materialkostnader
Utover design er intelligente overvåkingssystemer i økende grad innebygd i produksjonen dyptegningsmatriser seg selv. Piezoelektriske kraftsensorer måler kraftfordelingen til emneholderen i sanntid, mens akustiske emisjonssensorer oppdager tidlige tegn på gnaging eller sprekker i materialet før defekte deler produseres. Data fra disse sensorene føres inn i produksjonsutførelsessystemer (MES), som muliggjør prosesskontroll med lukket sløyfe som justerer presseparametere dynamisk – opprettholder dimensjonsstabilitet selv om materialbatch-egenskapene varierer mellom spoler.
Materialvalg og overflatebehandling for lang verktøylevetid
Levetiden til tegning dører i høyvolum bilproduksjon er en kritisk økonomisk faktor. Et typisk formsett for karosseripaneler kan forventes å produsere 500 000 til 1 000 000 deler før det krever større oppussing. For å oppnå dette kreves nøye valg av formmaterialer og overflatebehandlinger tilpasset arbeidsstykkematerialet og produksjonsvolumet.
Vanlige formmaterialer som brukes i bilstempling inkluderer:
- Duktilt støpejern (GGG70L) — kostnadseffektiv for matriser med lavt til middels volum, god bearbeidbarhet men lavere hardhet (58–62 HRC etter behandling)
- Verktøystål (D2, DC53) — høyere hardhet og slitestyrke, foretrukket for høyvolumsformingsformer av stål
- Hårdmetallskjær – påføres i kontaktsoner med høy slitasje som dysradier og trekkperler, noe som forlenger den lokale levetiden med 3–5× sammenlignet med verktøystål alene
- Aluminium bronse legeringer - brukes til dyser som danner aluminium- eller magnesiumarbeidsstykker, og forhindrer gnaging på grunn av ulik materialparing
Overflatebehandlinger påført etter maskinering og varmebehandling forbedrer ytelsen ytterligere. Nitrering øker overflatehardheten til 70 HRC samtidig som kjernens seighet opprettholdes. PVD-belegg som TiAlN tilbyr en hardhet som overstiger 3000 HV og reduserer friksjonskoeffisientene fra ~0,15 til under 0,05 – noe som direkte oversetter til redusert tynning i EV-lettvektskomponenter hvor jevn veggtykkelse er avgjørende for tetting av batterihus og strukturell ytelse.
Tilpasning av automotive stemplet for lettvekts- og høystyrketrender
Bilindustriens akselererende skift mot lettvekt – drevet av både EV-rekkeviddeeffektivitet og utslippsforskrifter – omformer fundamentalt kravene som stilles til stemplingsmatriser for biler . Avanserte høyfaste stål (AHSS) med strekkstyrker over 1000 MPa, samt 6xxx og 7xxx serier aluminiumslegeringer, erstatter i økende grad konvensjonelt bløtt stål i strukturelle applikasjoner. Disse materialene krever betydelig høyere formingskrefter, mer presis BHF-kontroll og forbedrede tilbakefjæringskompensasjonsstrategier sammenlignet med deres forgjengere.
For produsenter som leverer dyser til dette utviklende markedet, har responsen vært flerveis. Dysekonstruksjoner blir redesignet med høyere stivhet for å motstå økte formingsbelastninger uten avbøyningsinduserte dimensjonsfeil. Kjøle- og varmekanaler blir integrert i dyselegemer for å muliggjøre varm eller varm forming av aluminium og borstål. Og simuleringsdrevne utprøvingsprosesser komprimerer utviklingstidslinjer selv når delers kompleksitet øker.
Til syvende og sist, dyptegningsmatriser for neste generasjons bil- og elbilkomponenter må samtidig levere strammere toleranser, lengre levetid, raskere oppsett og kompatibilitet med et bredere utvalg av avanserte materialer. For å oppnå denne balansen kreves det en integrert ingeniørtilnærming – som kombinerer presisjonsproduksjon, avanserte belegg, sanntids prosessovervåking og materialvitenskapelig ekspertise – som posisjonerer dyptrekksformteknologi som en kjernemuliggjører for bilindustriens transformasjon.

Forrige innlegg
Metallstemplingsdeler: typer og bruksområder
Neste innlegg
Hvorfor erstatter aluminiumslegering stål i elektroniske stemplingsdeler?
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
