-
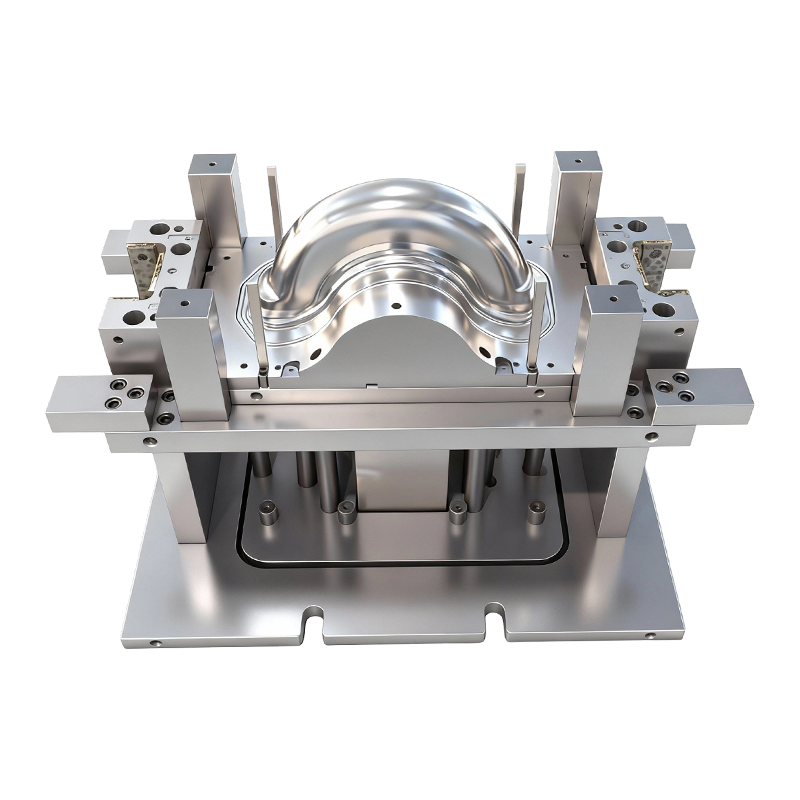
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
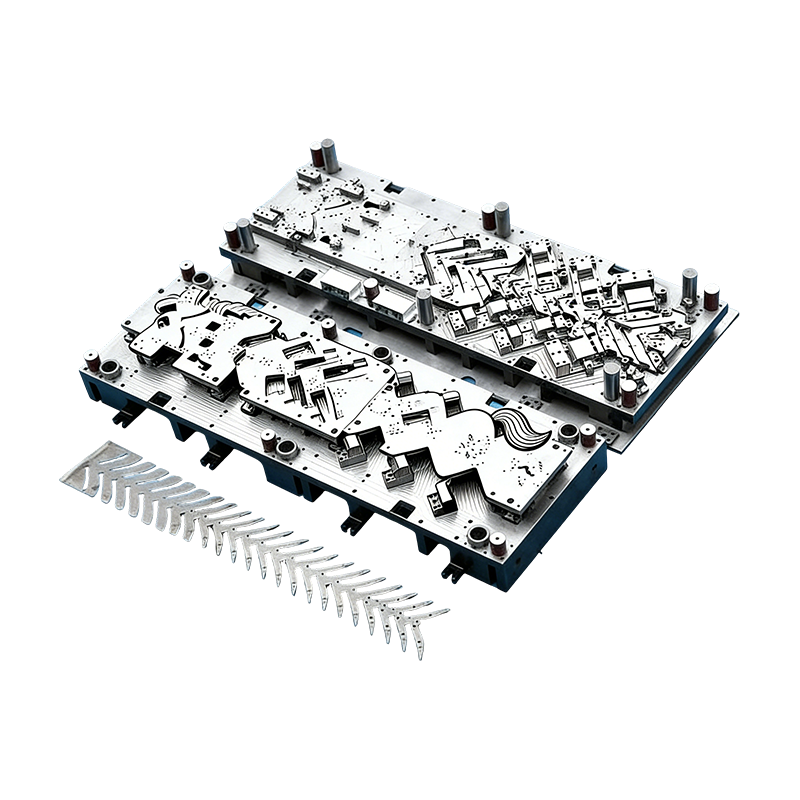
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
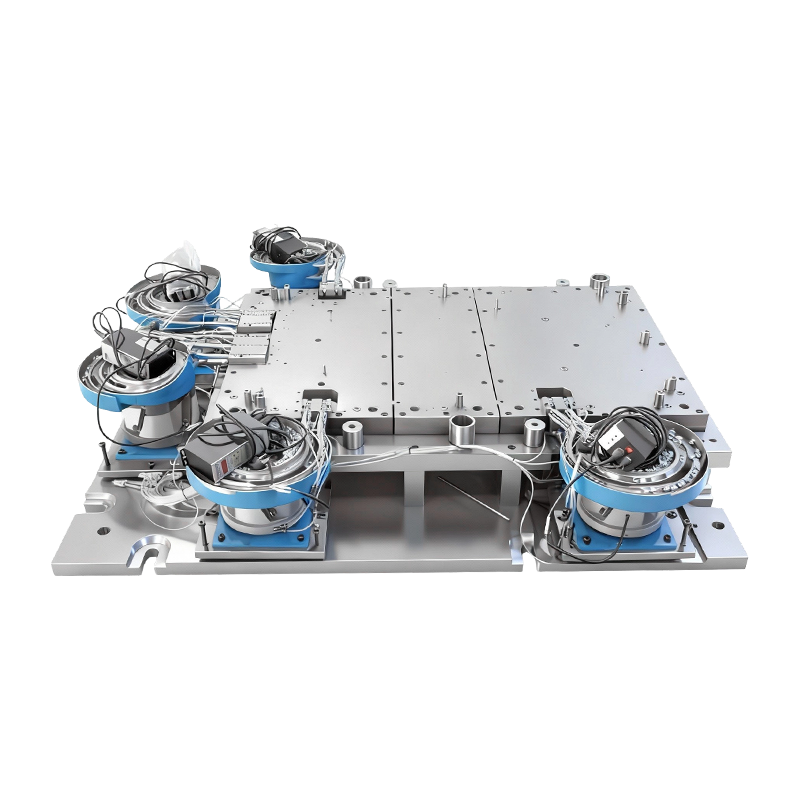
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
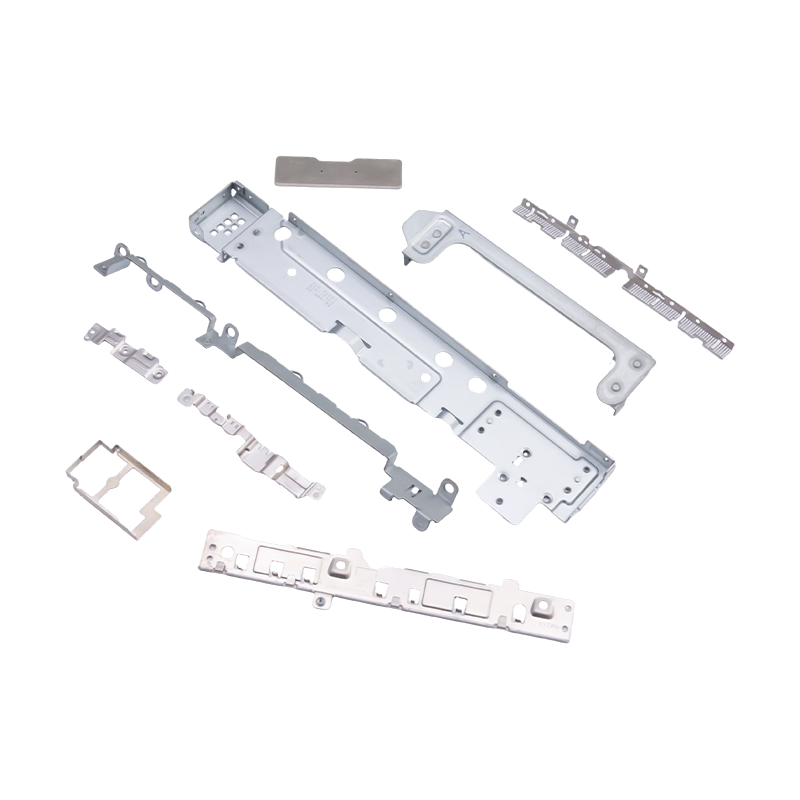
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
-

Stemplingsdeler for tunge lastebiler
Våre stemplingsdeler for tunge lastebiler er pr...
-
Små bildeler progressive stansedeler
Våre progressive formstemplingsdeler for små bi...
Bransjenyheter
Veiledning for metallstempling og tegning
2026-03-23
Hva er metallstemplingsdeler og hvordan lages de
Metallstemplingsdeler er presisjonsformede metallkomponenter produsert ved å påføre kontrollert kraft gjennom en stansepresse for å deformere metallplater til en definert form ved hjelp av herdede verktøystål. Prosessen omfatter en familie av operasjoner - blanking, piercing, bøying, forming, preging og preging - som kan utføres individuelt i ett-trinns dyser eller kombinert i progressive eller transfer dies som fullfører flere operasjoner i et enkelt trykk. Resultatet er en komponent med konsistent geometri, stramme dimensjonstoleranser og overflatefinishegenskaper som bestemmes helt av formdesignet i stedet for operatørens ferdigheter, noe som gjør stempling til en av de mest repeterbare og skalerbare metallformingsprosessene tilgjengelig for produsenter.
Økonomien til metallstemplingsdeler er drevet av amortisering på tvers av høye produksjonsvolumer. Når verktøyinvesteringen er foretatt, reduseres kostnadene per stykk for stemplede komponenter raskt med volumet – noe som gjør stempling til den dominerende formingsprosessen for alle bruksområder som krever tusenvis eller millioner av identiske metallkomponenter. For produsenter av husholdningsapparater som produserer millioner av enheter årlig og bil-OEM-er med modellkjøringer i hundretusenvis, er kostnaden per del fordelen ved stempling fremfor maskinering eller støping avgjørende. Konsekvent tykkelse og stramme toleranser opprettholdes automatisk av formgeometrien, og eliminerer dimensjonsvariasjonen som krever manuell inspeksjon og sortering i mindre presise produksjonsmetoder.
Metalltegningsdelprodukter: Prosessprinsipper og evner
Metalltegningsdelprodukter produseres gjennom dyptrekking - en stemplingsprosess der et flatt metallemne trekkes radialt inn i en formingsform ved mekanisk påvirkning av en stanse, og skaper en hul, sømløs komponent med en dybde som overstiger diameteren. Dyptrekking er prosessen bak sylindriske bokser, kopper, skjell, hus og innkapslinger på tvers av praktisk talt alle produksjonsindustrier. I motsetning til bøye- eller blankingoperasjoner som skjærer eller bretter materiale, deformerer dyptrekking plastisk metallet ved å forårsake kontrollert materialstrøm fra flensområdet inn i dysehulrommet, og konverterer flatt ark til tredimensjonal form uten materialfjerning.
Kvaliteten på metalltrekkedelprodukter avhenger av nøyaktig styring av flere samvirkende prosessparametere: emneholderkraft, stansehastighet, smøring, materialduktilitet og trekkforholdet - forholdet mellom emnediameter og stansediameter. Overskridelse av materialets begrensende trekkforhold uten mellomgløding forårsaker rynking, riving eller ujevnhet i veggtykkelsen som gjør delen ubrukelig. Moderne dyptegningsoperasjoner bruker finite element-simulering under formdesign for å forutsi materialflyt og optimalisere prosessparametere før skjæring av verktøy, noe som reduserer utviklingstiden og skrotet knyttet til empiriske prøv-og-feil-tilnærminger betydelig.
Nøkkelforskjeller mellom stempling og dyptegning
- Del geometri — Metallstemplingsdeler er vanligvis flate eller grunt formede komponenter produsert i et enkelt presseslag, mens metalltrekkdelprodukter er hule, tredimensjonale skall produsert gjennom progressiv materialflyt over ett eller flere trekktrinn.
- Materialespenningstilstand — Stempling utsetter først og fremst materiale for strekk-, trykk- eller bøyespenninger i arkets plan. Dyptrekking skaper en kompleks biaksial spenningstilstand - strekk i veggen, trykk i flensen - som krever materialer med høy forlengelse og lavt flyt-til-strekkstyrkeforhold for vellykket forming.
- Verktøykompleksitet — Dyptrekkingsdyser krever presis klaringskontroll mellom stanse og dyse, emneholdersystemer, og ofte flere omtrekkingstrinn for dype komponenter, noe som gjør verktøy mer komplekst og kostbart enn stansematriser med tilsvarende volum for flatformede deler.
- Krav til overflatefinish — Metalltrekkedeler som brukes i synlige applikasjoner – som husholdningsapparater eller kosmetisk emballasje – krever nøye smørehåndtering og overflatebehandling av formen for å forhindre verktøymerker, gnaging og appelsinskall-tekstur på den tegnede overflaten.
Materialer som brukes i metallstempling og tegneoperasjoner
Materialvalg for metallstemplingsdeler og metall tegning del produkter er en av de mest konsekvensbeslutninger i komponentutviklingsprosessen. Det valgte materialet må tilfredsstille kravene til mekaniske egenskaper for applikasjonen, formbarhetskravene til stemplings- eller tegneprosessen, overflatefinishkravene til den ferdige delen og kostnadsbegrensningene til produksjonsprogrammet. Følgende materialer står for det store flertallet av stemplede og tegnede komponenter på tvers av industrisektorer.
| Material | Nøkkelegenskaper | Typiske applikasjoner |
| Lavkarbonstål (DC01–DC06) | Utmerket formbarhet, lav pris, sveisbar | Apparatpaneler, braketter, karosseriforsterkninger |
| Høyfast stål (HSS/AHSS) | Høy flytestyrke, absorpsjon av krasjenergi | Bilkonstruksjons- og sikkerhetskomponenter |
| Galvanisert / elektrogalvanisert stål | Korrosjonsbestandighet, kan males | Vaskemaskin kar, kjøleskap rammer |
| Rustfritt stål (304, 430) | Korrosjonsbestandighet, hygienisk overflate | Apparatets indre liners, matutstyr |
| Aluminiumslegering (1xxx, 3xxx, 5xxx) | Lett, korrosjonsbestandig | Karosseripaneler for biler, varmevekslere |
| Kobber og messing | Elektrisk ledningsevne, formbarhet | Elektriske kontakter, kontakter, terminaler |
Metallstemplingsdeler i produksjon av husholdningsapparater
Produksjon av husholdningsapparater er en av de største og mest krevende applikasjonssektorene for metallstansedeler. Hver store apparatkategori - kjøleskap, vaskemaskiner, klimaanlegg, oppvaskmaskiner og kokeapparater - inneholder dusinvis til hundrevis av stemplede komponenter som utfører strukturelle, funksjonelle og estetiske roller samtidig. Den dimensjonale konsistensen som stempling leverer er avgjørende i apparatmontering, der komponenter fra flere leverandører må passe sammen innenfor stramme monteringstoleranser på høyhastighets produksjonslinjer.
Kjøleskap
Kjøleskapsdørrammer er blant de mest dimensjonskritiske stemplingsdelene i apparatproduksjon. Dørrammen må opprettholde flathet og retthet innenfor stramme toleranser for å sikre konsistent kontakt med dørpakningen over hele omkretsen – et krav som er direkte knyttet til kjøleskapets energieffektivitetsvurdering. Ethvert dimensjonsavvik som skaper pakningsgap resulterer i kaldluftlekkasje, økt driftstid for kompressoren og energiforbruk over sertifisert klassifisering. Stampings evne til å holde disse toleransene konsekvent over høyvolumproduksjon er det som gjør det til den eneste praktiske produksjonsmetoden for denne applikasjonen.
Vaskemaskiner
Vaskemaskinens indre karbraketter er stemplingsdeler som må tåle betydelige dynamiske belastninger - sentrifugalkrefter under sentrifugering kan nå flere hundre kilo - samtidig som de opprettholder nøyaktige posisjonsforhold mellom karet, trommellagrene og motorenheten. Brakettens dimensjonsnøyaktighet påvirker direkte vibrasjonsbalansen under høyhastighetsspinning, som igjen bestemmer støynivåer, lagerlevetid og strukturell utmattelseslevetid for hele maskinen. Stemplede braketter produsert med jevn tykkelse og stramme toleranser eliminerer monteringsvariasjonen som ellers ville kreve individuelle balanseringsjusteringer på hver enhet.
Klimaanlegg
Klimaanleggets chassis bruker stemplingsdeler for stabil lastbærende og presis tilpasning av kompressoren, viftemotoren, varmeveksleren og elektriske komponenter. Chassiset må opprettholde sin dimensjonale geometri gjennom de mekaniske påkjenningene fra transport, installasjon og mange års vibrasjon fra kompressoren og viften. Stemplet stålchassis med jevn veggtykkelse gir stivhet-til-vekt-forholdet som kreves for disse bruksområdene uten kostnadene for maskinerte eller støpte alternativer.
Bilapplikasjoner: Sikkerhet, presisjon og ytelse
I bilindustrien er metallstemplingsdeler avgjørende for sikkerhet og ytelse på måter som gjør dimensjonsnøyaktighet og materialintegritet uomsettelige krav. Stemplingsspesifikasjoner for bilindustrien er blant de strammeste i noen produksjonsindustri, med dimensjonstoleranser på sikkerhetskritiske komponenter målt i tideler av en millimeter og krav til materialegenskaper verifisert gjennom statistisk prosesskontroll i stedet for prøveinspeksjon.
Bremse- og fjæringskomponenter
Bremsecaliperkomponenter representerer noen av de mest krevende bruksområdene for metallstemplingsdeler i bilsektoren. Kaliperbraketten og monteringsutstyret må opprettholde presis geometri for å sikre korrekt putejustering, jevn klemkraftfordeling og konsistent bremseytelse over hele spekteret av driftstemperaturer og belastninger. Stemplingens høye dimensjonsnøyaktighet – typisk ±0,1 mm eller bedre på kritiske funksjoner i produksjonsverktøy – oppfyller disse kravene til de volumene og kostnadene som bilproduksjon krever. Ethvert avvik fra spesifisert geometri i bremsekomponenter oversettes direkte til variasjoner i bremseytelsen som påvirker kjøretøyets sikkerhetssertifisering.
Setestrukturer og kroppsforsterkninger
Setebraketter og karosseripanelforsterkninger er avhengige av stemplingens høye dimensjonsnøyaktighet for å møte strenge sikkerhetsstandarder for biler i kollisjonstesting. Setebraketter må opprettholde sin lastbaneintegritet under de ekstreme kreftene som genereres ved frontal- og sidekollisjoner, og sikre at passasjersikringssystemene fungerer som de er designet. Karosseripanelforsterkninger – dørinntrengningsbjelker, B-stolpeinnsatser og gulvtunnelforsterkninger – produseres i økende grad av avanserte høyfaste stålstemplinger som absorberer kollisjonsenergi gjennom kontrollert deformasjon, en oppførsel som avhenger kritisk av nøyaktig materialtykkelse og geometrinøyaktighet. Allsidigheten til metallstemplingsdeler på tvers av disse sikkerhetskritiske applikasjonene gjør dem uunnværlige for pålitelig, kostnadseffektiv produksjon i bilsektoren.
Kvalitetskontroll og toleransestyring i stemplingsproduksjon
Å opprettholde dimensjonskonsistens på tvers av høyvolums stemplingsproduksjon krever en systematisk tilnærming til kvalitetskontroll som begynner med formdesign og fortsetter gjennom hvert trinn i produksjonen. Dimensjonsnøyaktigheten som gjør metallstemplingsdeler verdifulle ved montering – redusere monteringshull, redusere produksjonskostnader og forbedre produktets holdbarhet – er ikke et automatisk resultat av stemplingsprosessen. Det er resultatet av disiplinert prosesskontroll som brukes konsekvent gjennom hele produksjonsløpet.
- Første artikkelinspeksjon (FAI) — Fulldimensjonal verifisering av de første produksjonsdelene mot ingeniørtegningen ved hjelp av koordinatmålemaskiner (CMM) bekrefter at dysen produserer deler innenfor toleranse før volumproduksjonen starter. FAI-data gir grunnlinjen som påfølgende produksjonsvariasjon måles mot.
- Statistisk prosesskontroll (SPC) — Kontinuerlig overvåking av kritiske dimensjoner under produksjon ved hjelp av kontrolldiagrammer identifiserer prosessdrift før den produserer deler utenfor toleranse, noe som muliggjør forebyggende verktøyjusteringer i stedet for reaktiv skrapgenerering.
- Die vedlikeholdsplaner — Progressiv matrisslitasje - spesielt på skjærekanter, bøyeradier og trekkvulster - påvirker delens dimensjoner direkte. Strukturerte dysevedlikeholdsintervaller basert på antall deler, med dimensjonsbekreftelse ved hvert intervall, forhindrer toleransedrift forårsaket av verktøyslitasje i å nå sammensatte produkter.
- Material innkommende inspeksjon — Platetykkelsesvariasjon, flytegrenseavvik og overflatetilstand påvirker alle dimensjonene til stansedelen og tilbakefjæringen. Innkommende materialverifisering mot sertifiserte mølletestrapporter og statistisk prøvetaking av fysiske egenskaper forhindrer materialindusert dimensjonsvariasjon fra å gå inn i prosessen.
-

Forrige innlegg
Veiledning til dyptrekkende metallstemplingsstanser for bildeler
Neste innlegg
Metallstemplingsdeler for bil- og husholdningsapparater: prosesser, materialer og kvalitetsstandarder
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
