
-
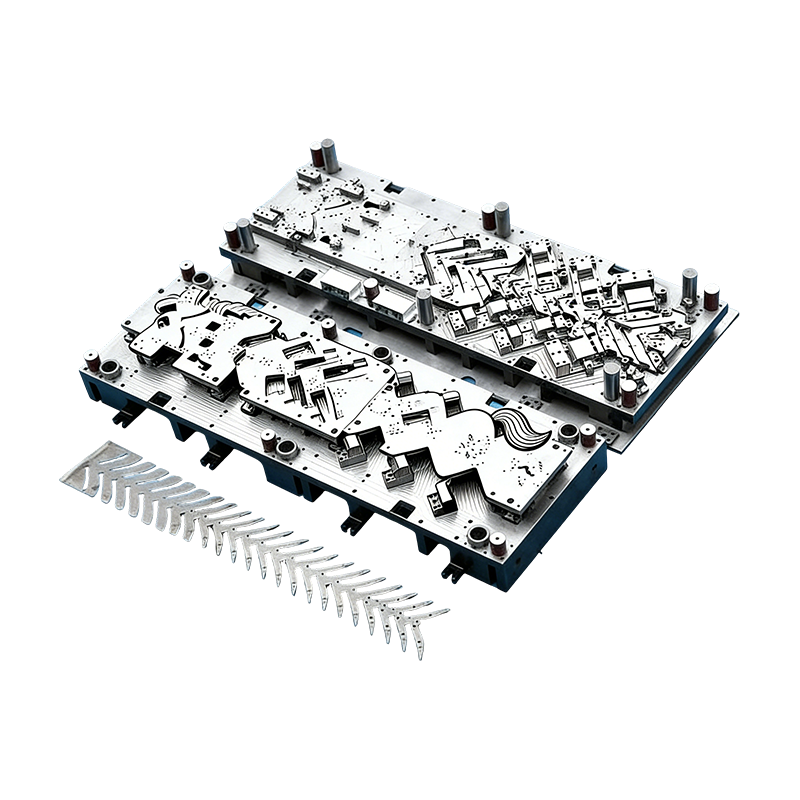
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
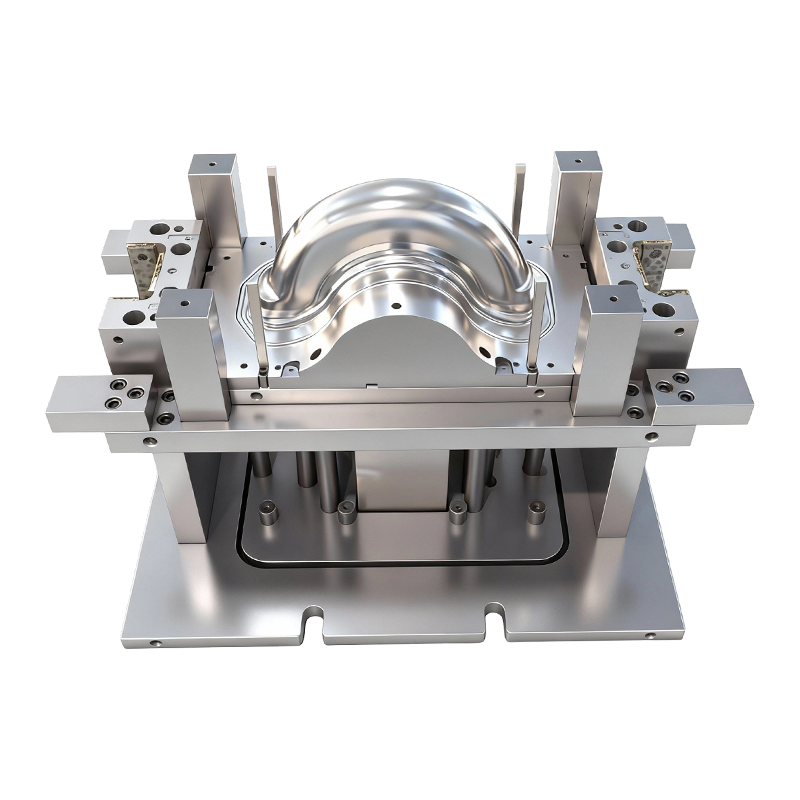
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
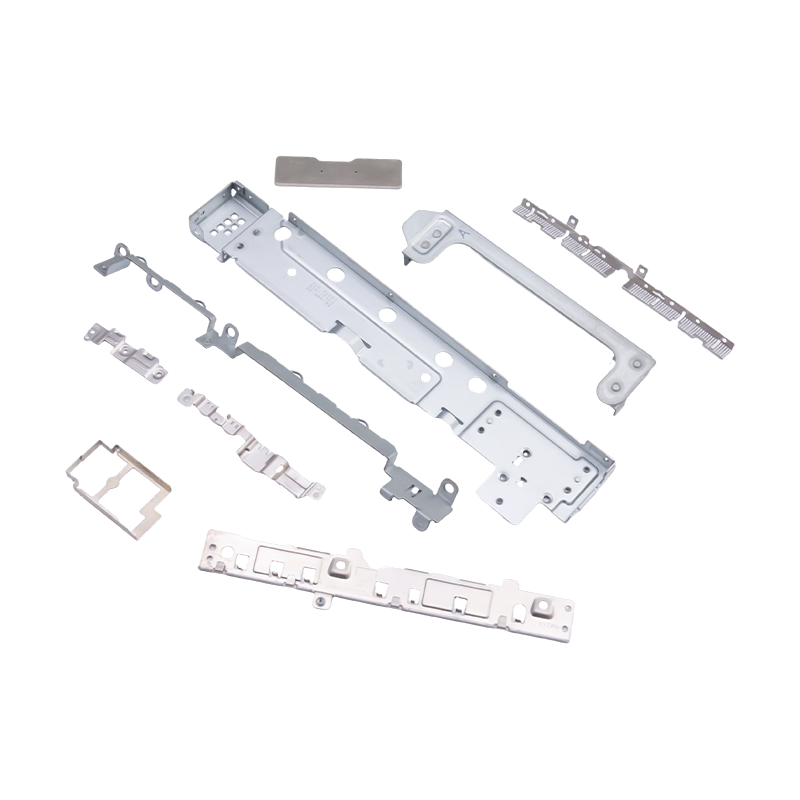
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
-
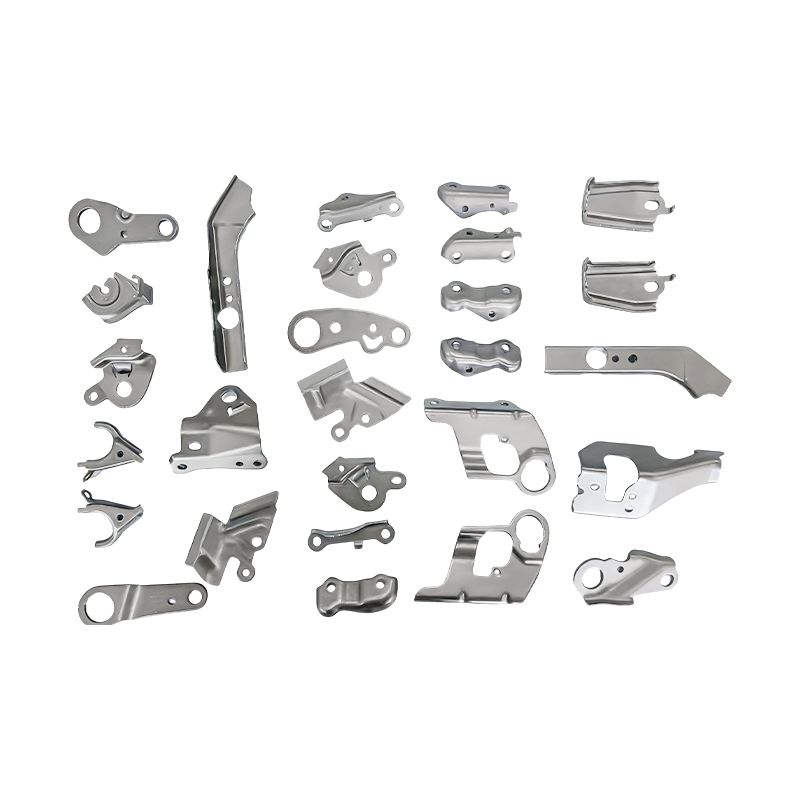
Små bildeler progressive stansedeler
Våre progressive formstemplingsdeler for små bi...
-

Stemplingsdeler for tunge lastebiler
Våre stemplingsdeler for tunge lastebiler er pr...
-
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Metallstemplingsdeler for bil- og husholdningsapparater: prosesser, materialer og kvalitetsstandarder
Metallstemplingsdeler for bil- og husholdningsapparater: prosesser, materialer og kvalitetsstandarder
2026-03-16
Hva er stemplingproduksjon?
Stempling er en kaldformende metallbearbeidingsprosess der flate metallplater mates inn i en stansepresse utstyrt med et tilpasset dysesett, og mekanisk eller hydraulisk kraft påføres for å kutte, bøye, tegne eller prege materialet til en nøyaktig definert form. Prosessen omfatter en bred familie av operasjoner - blanking, piercing, forming, dyptrekking, mynting og progressiv stansing - hver egnet til forskjellige geometrier, materialtykkelser og produksjonsvolumer. Det som forener alle disse operasjonene er den grunnleggende fordelen med stempling: muligheten til å produsere store mengder dimensjonskonsistente metallstansedeler med høy hastighet og lave kostnader per enhet, med minimalt materialavfall sammenlignet med subtraktive maskineringsmetoder.
Moderne stempling produksjon er avhengig av servodrevne og hydrauliske presser som varierer fra 20 til over 2000 tonns kraft, sammen med presisjonsverktøy produsert til toleranser målt i mikrometer. Datastøttet dysedesign og simuleringsprogramvare lar ingeniører forutsi metallflyt, tilbakespring og tynning før et enkelt stålstykke kuttes, noe som dramatisk reduserer verktøyutviklingssykluser og avvisningsrater for første artikkel. Resultatet er en produksjonsdisiplin som er i stand til å levere metallstemplingsdeler som oppfyller de krevende dimensjonelle og strukturelle kravene til så forskjellige sektorer som forbrukerelektronikk, husholdningsapparater og bilteknikk.
Kjerneprosesser innen stempling
Å forstå de spesifikke operasjonene som utgjør stempelproduksjon hjelper innkjøpsingeniører og produktdesignere med å velge den mest kostnadseffektive tilnærmingen for en gitt komponentgeometri og produksjonsvolum. Hovedprosesskategoriene har hver sine egne verktøykrav og utgangsegenskaper.
Progressiv stansing
Progressiv stansing mater en metallstrimmel gjennom en rekke stasjoner i et enkelt stansesett, og hver stasjon utfører én operasjon - stansing, hakk, bøying eller forming - ettersom remsen beveger seg frem. Når stripen går ut av sluttstasjonen, skilles ferdigformede metallstansedeler fra bæreremsen og samles opp. Denne tilnærmingen er svært effektiv for små til mellomstore deler produsert i svært store volumer, slik som terminalkoblinger, brakettklemmer og monteringsutstyr for apparatet, fordi hele sekvensen går med pressehastighet uten manuell delhåndtering mellom operasjonene.
Dyptegning
Dyptrekking konverterer et flatt metallemne til et hult, sømløst skall ved å trykke det inn i et dysehulrom med en stans. Prosessen er grunnleggende for produksjonen av sylindriske og boksformede komponenter, inkludert braketter for vaskemaskinens indre kar, drikkebokser og drivstofftankhus til biler. Materialevalg er kritisk ved dyptrekking: metallet må ha tilstrekkelig duktilitet og gunstige formingsforhold for å gjennomgå den store plastiske deformasjonen som kreves uten å rive eller rynke. Lavkarbonstål, aluminiumslegeringer og rustfritt stål er de mest vanlige dyptrukne materialene i stemplingsapplikasjoner for apparater og biler.
Fin blanking
Finstansing er en spesialisert stanseprosess som produserer deler med klippede kanter med eksepsjonell glatthet og flathet, og eliminerer de sekundære etterbehandlingsoperasjonene som konvensjonell blanking krever. Ved å påføre et mottrykk og en stikkringkraft samtidig med blankingkraften, holder fin blanking materialet i en tilstand av trykkspenning gjennom hele skjæreprosessen, og produserer kuttflater som er jevne over nesten hele materialtykkelsen. Dette gjør finblanking til den foretrukne prosessen for bremsekaliperkomponenter og setebraketter i bilapplikasjoner, der kantkvalitet direkte påvirker utmattelseslevetiden og monteringspassformen.
Metallstemplingsdeler i produksjon av husholdningsapparater
Hvitevarer representerer et av de største applikasjonsdomenene for metallstempling. Kombinasjonen av strukturell kompleksitet, krav til dimensjonskonsistens og kostnadsfølsomhet ved produksjon av apparater stemmer nøyaktig overens med det produksjon av stempling leverer. På tvers av produktkategorier håndterer stemplede komponenter lastbærende, innrettings- og kabinettfunksjoner som definerer apparatets langsiktige pålitelighet.
I kjøleskap gir dørrammer produsert gjennom rulleforming og progressiv formstansing den stive omkretsen som støtter dørvekten, opprettholder pakningens tetningsflater og har plass til hengslenes festepunkter. Dimensjonsnøyaktighet i disse rammene påvirker direkte dørjustering og energieffektivitet - en dørkarm som er utenfor toleranse med selv en brøkdel av en millimeter kan produsere en pakningslekkasje som øker kompressorsyklusfrekvensen og energiforbruket. Vaskemaskinens innvendige karbraketter, typisk produsert av galvanisert eller rustfritt stålplate, må tåle høyhastighets rotasjonsubalansebelastninger og gjentatt termisk sykling uten tretthetssvikt. Klimaanleggets chassispaneler danner det strukturelle skjelettet til utendørsenheten, og holder kompressorer, vifter og varmevekslere i nøyaktig romlig forhold samtidig som de motstår vibrasjoner og væreksponering.
Den konsekvente tykkelsen og stramme toleransene til metallstemplingsdeler reduserer monteringshull på tvers av alle disse bruksområdene, forenkler den endelige monteringsprosessen, reduserer behovet for justerbare festemidler eller shimsoperasjoner, og forbedrer den kosmetiske kvaliteten til det ferdige produktet.
Metallstemplingsdeler i bilapplikasjoner
Bilindustrien er den største enkeltforbrukeren av metallstemplingsdeler globalt, med et typisk personbil som inneholder flere hundre individuelle stemplede komponenter, alt fra karosseripaneler målt i kvadratmeter til presisjonsbremsekomponenter målt i millimeter. Produksjon av bilstempling opererer under de strengeste dimensjonelle og mekaniske egenskapsstandardene for enhver kommersiell applikasjon, fordi konsekvensene av komponentfeil strekker seg til passasjersikkerhet og overholdelse av forskrifter.
Forsterkninger av karosseripaneler - de indre strukturelle elementene som stivner dørbelegg, takpaneler og pansermonteringer - produseres gjennom en kombinasjon av dyptrekking, strekkforming og gjenopprettingsoperasjoner. Disse komponentene må oppnå presis konturgeometri for å sikre korrekt passform med ytre paneler og nøyaktig sveiseflensplassering for montering av kropp-i-hvitt. Høyfast stål og avanserte høyfaste stålkvaliteter brukes i økende grad i karosseriforsterkninger for å oppnå nødvendig kollisjonsenergiabsorbering med redusert materialtykkelse og vekt.
Setebraketter er en annen kritisk kategori av metallstemplingsdeler for biler. Disse komponentene forankrer setestrukturen til kjøretøyets gulv og må tåle de statiske og dynamiske belastningene som er definert av kollisjonsbeskyttelsesstandarder for passasjerer. Fine blankede eller presisjonsstemplede setebrakettkomponenter gir kantkvaliteten og flatheten som kreves for konsistent boltemoment og pålitelig skjøtklemmekraft gjennom kjøretøyets levetid. Bremsecaliperkomponenter, inkludert kaliperbrakettfester og forankringsplater, er produsert med dimensjonsnøyaktigheten som sikrer korrekt klossjustering, jevn klossslitasje og forutsigbar bremseytelse over hele driftstemperaturområdet.
Materialvalg for metallstemplingsdeler
Ytelsen til metallstemplingsdeler er uatskillelig fra materialet de er dannet av. Stempling er kompatibel med et bredt spekter av metaller og legeringer, og valg av det optimale materialet krever balansering av formbarhet, mekaniske egenskaper, korrosjonsbestandighet og kostnader.
| Material | Nøkkelegenskaper | Typiske applikasjoner |
| Lavkarbonstål (DC01/DC04) | Utmerket formbarhet, lav pris | Apparatets chassis, braketter, kabinetter |
| High-Strength Steel (HSLA) | Høy flytegrense, god sveisbarhet | Karosseripanelforsterkninger, setestrukturer |
| Rustfritt stål (304/430) | Korrosjonsbestandighet, overflatefinish | Vaskemaskin kar, apparat paneler |
| Aluminiumslegering (5052/6061) | Lett, korrosjonsbestandig | Karosserideler til biler, kjøleribber |
| Galvanisert stål | Sinkbelegg, utendørs holdbarhet | Klimaanlegg chassis, utendørs braketter |
Kvalitetskontroll i stemplingsproduksjon
Å opprettholde dimensjonskonsistens på tvers av produksjonsserier med høye volum er den sentrale kvalitetsutfordringen i stemplingsproduksjon. Dyseslitasje, variasjon i materialpartier, inkonsekvens av smøring og avbøyning av pressesjiktet kan alle introdusere dimensjonsdrift over tid, noe som gjør systematisk måling og prosessovervåking avgjørende for å produsere metallstemplingsdeler som holder seg innenfor spesifikasjonene over tusenvis eller millioner av sykluser.
Ledende stemplingsprodusenter implementerer et lagdelt kvalitetssystem som kombinerer in-die sensing, statistisk prosesskontroll og koordinere inspeksjon av målemaskiner. Nøkkelpraksis for kvalitetskontroll inkluderer:
- Første artikkelinspeksjon (FAI): Fulldimensjonal verifisering av de første produksjonsdelene mot tekniske tegninger før volumproduksjon frigis.
- Prøvetaking underveis: Periodisk måling av kritiske dimensjoner ved definerte produksjonsintervaller for å oppdage verktøyslitasje eller prosessdrift før deler utenfor toleranse akkumuleres.
- CMM-verifisering: Koordinatmålemaskiner gir tredimensjonale dimensjonale data for komplekse formede overflater som ikke kan verifiseres med håndmålere.
- Overflate- og kantinspeksjon: Visuell og taktil inspeksjon for grader, sprekker, rynker og overflatedefekter som påvirker monteringspassform eller utmattelseslevetid.
- Gjennomgang av materialsertifisering: Inngående materialtestsertifikater verifiseres mot spesifikasjonskrav for strekkfasthet, flytestyrke, forlengelse og beleggvekt.
Hvorfor stempelproduksjon fortsatt er det foretrukne valget
Til tross for fremveksten av alternative formingsteknologier, inkludert laserskjæring, hydroforming og additiv produksjon, beholder stanseproduksjonen sin dominerende posisjon innen høyvolumsproduksjon av metallkomponenter av overbevisende og varige grunner. Økonomien ved stempling er fundamentalt gunstig i skala: når verktøyinvesteringer er amortisert, er kostnaden per stykk for en stemplet metalldel typisk en brøkdel av hva en alternativ prosess kan oppnå ved tilsvarende volum. Presshastigheter på hundrevis av slag per minutt, kombinert med automatisert spolemating og delhåndtering, muliggjør produksjonshastigheter som ingen annen presisjonsmetallformingsprosess kan matche.
Utover økonomi, er de mekaniske egenskapene til metallstemplingsdeler forbedret av den kaldbearbeidende effekten som ligger i stemplingsprosessen. Plastisk deformasjon under forming øker hardheten og flytestyrken til materialet i de deformerte områdene gjennom arbeidsherding, og produserer ferdige deler med bedre mekanisk ytelse enn det originale arkmaterialet. Denne effekten er spesielt verdifull i strukturelle bilkomponenter der styrke-til-vekt-forhold er en primær designdriver. For produsenter i apparat- og bilsektoren som søker pålitelige, kostnadseffektive og dimensjonalt presise komponenter, er stanseproduksjon fortsatt det ubestridte grunnlaget for moderne forsyningskjeder for metallkomponenter.
Forrige innlegg
Veiledning for metallstempling og tegning
Neste innlegg
Hva er de viktigste forskjellene mellom mikrostempling og standard elektroniske deler?
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
