
-
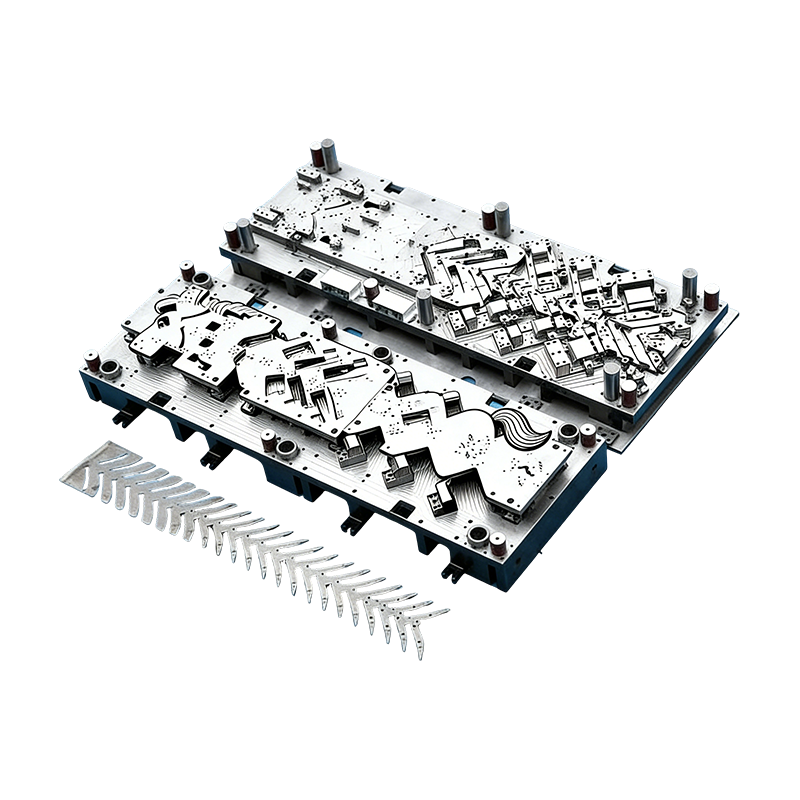
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
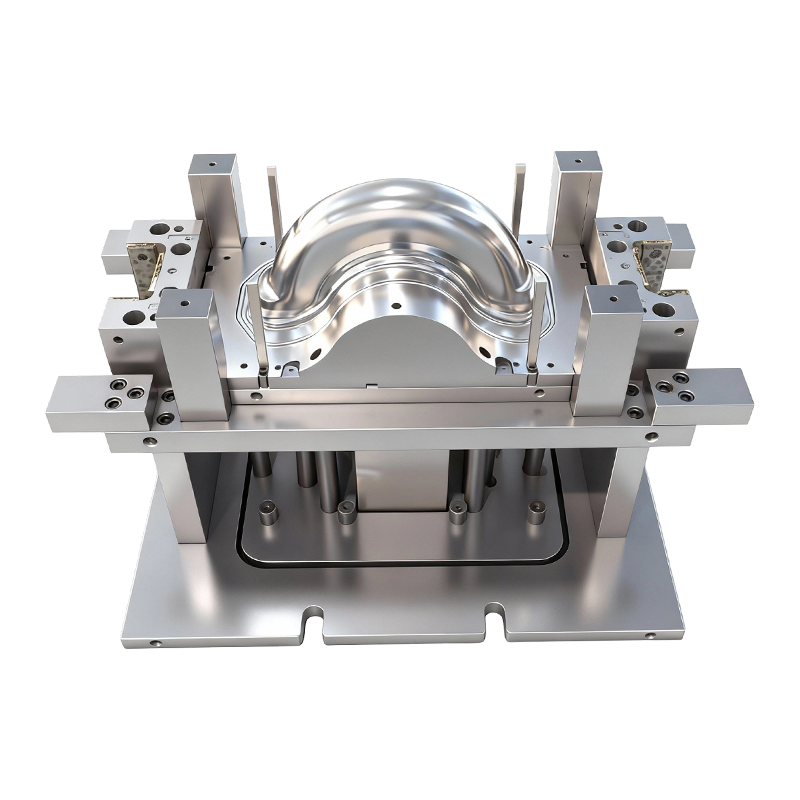
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
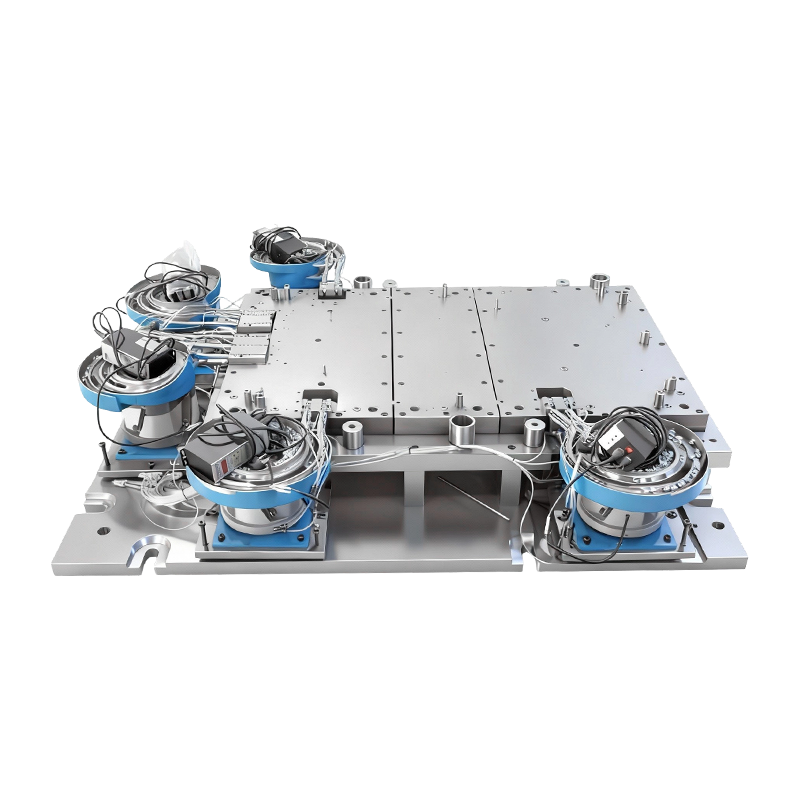
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
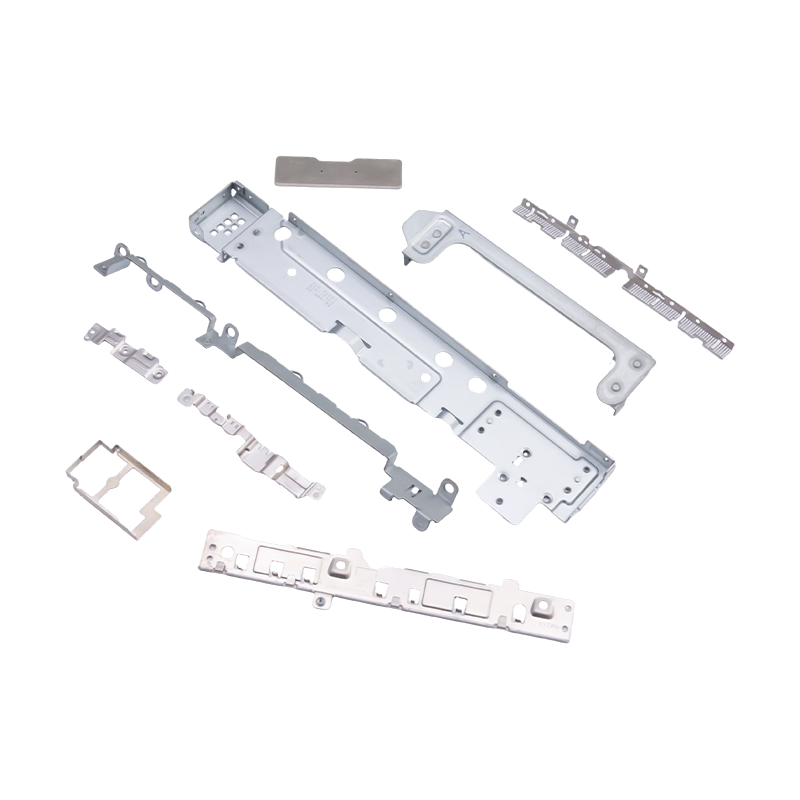
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
-

Stemplingsdeler for tunge lastebiler
Våre stemplingsdeler for tunge lastebiler er pr...
-
Små bildeler progressive stansedeler
Våre progressive formstemplingsdeler for små bi...
Bransjenyheter
Veiledning til dyptrekkende metallstemplingsstanser for bildeler
2026-03-30
Grunnleggende om dyptegning i metallstempling
I den komplekse verden av produksjon, Metallstempling tjene som ryggraden for masseprodusering av presise metallkomponenter. Blant de ulike typene stemplingsoperasjoner skiller dyptrekking seg ut som en kritisk prosess for å transformere flate metallplater til tredimensjonale hule former. I motsetning til enkel bøying eller skjæring, involverer dyptrekking et sofistikert samspill av krefter der en stanse tvinger et metallemne inn i et dysehulrom. Hovedmålet er å kontrollere strømmen av materiale, og sikre at arket strekker seg og flyter inn i ønsket geometri uten å kompromittere dets strukturelle integritet eller tykkelsesenhet. Denne prosessen er avgjørende for å lage deler som krever betydelig dybde i forhold til deres diameter, et vanlig krav i bransjer som spenner fra forbruksvarer til tunge maskiner.
Mekanikken til dyptrekking er sterkt avhengig av den plastiske deformasjonen av materialet. Når stansen går ned, trekkes metallemnet over dyseradius. Området av emnet som ligger over dyseåpningen blir veggen til koppen eller delen, mens den ytre flensen trekkes radialt innover. Denne radielle tegningen får flensdiameteren til å krympe, noe som naturlig induserer kompresjonsspenninger. Hvis disse påkjenningene ikke håndteres riktig, vil materialet spenne seg, noe som fører til rynker. Omvendt, hvis strekkspenningen i koppens vegg overstiger materialets flytegrense, vil delen rive eller sprekke. Derfor handler utformingen av Metallstempling for dyptrekking ikke bare om form; det handler om stressmestring.
Kontrollere materialflyt og forhindre defekter
For å oppnå en vellykket dyptrekking, må ingeniører omhyggelig kontrollere parametere som emneholderkraft og dyseklaring. Emneholderen, eller trykkputen, påfører en bestemt mengde kraft på flensen til emnet. Denne kraften er en delikat balanse: den må være høy nok til å forhindre at materialet rynker seg når det strømmer innover, men lav nok til å la materialet gli fritt inn i dysehulrommet. Hvis kraften er for høy, kan ikke materialet flyte, noe som fører til tynning og eventuelt brudd ved stanseradius. Hvis den er for lav, forårsaker trykkspenningene i flensen skjemmende og strukturelt svake rynker.
Dyseklaring er en annen sentral faktor. Dette refererer til gapet mellom stansen og dyseveggen. Ved standard dyptrekking er klaringen vanligvis litt større enn arktykkelsen for å la materialet flyte uten overdreven stryking. Imidlertid, i prosesser kjent som "tynning av dyptrekking" eller "stryking", er klaringen med vilje satt mindre enn den opprinnelige materialtykkelsen. Dette reduserer veggtykkelsen og øker høyden på delen samtidig som overflatefinish og dimensjonsnøyaktighet forbedres. For å lette denne flyten og redusere friksjonen, som genererer varme og slitasje, er smøring avgjørende. Avanserte smøremidler og overflatebelegg på selve dysen bidrar til å forlenge matrisens levetid og sikre jevn delkvalitet.
Vanlige feil og løsninger
- Rynker: Forårsaket av overdreven trykkspenning i flensen. Løst ved å øke emneholderkraften eller bruke trekkperler for å begrense flyten.
- Brudd/rivning: Oppstår når strekkspenningen overskrider materialgrensene. Løst ved å øke dyseklaringen, forbedre smøringen eller gløde materialet for å gjenopprette duktiliteten.
- ørering: Ujevn høyde i toppen av den tegnede delen på grunn av anisotropi i metallkornstrukturen. Styres ved å optimalisere emneorientering eller trimmeoperasjoner.
Integrasjon med progressive former for bildeler
Mens enkelt-trinns dyptrekking er vanlig for store, enkle deler, krever bilindustrien ofte høyvolumproduksjon av komplekse komponenter. Det er her progressive former for bildeler blir uunnværlige. I et progressivt dyseoppsett, mates en stripe av metall gjennom flere stasjoner innenfor en enkelt dyse. Hver stasjon utfører en annen operasjon – piercing, bøying og tegning – inntil en ferdig del er produsert på den endelige stasjonen. Å integrere dyptrekking i en progressiv dyse er teknisk utfordrende fordi materialet må bæres mellom stasjoner uten å forvrenge den tegnede formen.
Bilprodusenter bruker disse progressive formene til å lage alt fra små koblingsbraketter til større strukturelle elementer. For eksempel involverer produksjonen av drivstoffsystemkomponenter eller eksosdeler ofte en rekke tegnetrinn innenfor en progressiv linje. Fordelen ligger i hastighet og konsistens. Ved å automatisere overføringen av delen fra ett tegnetrinn til det neste, kan produsenter produsere tusenvis av deler i timen med minimal menneskelig innblanding. Utformingen av progressive støpeformer for bildeler krever imidlertid nøye vurdering av "bærerstripen", som holder delen når den beveger seg gjennom dysen. Bæreren må være sterk nok til å tåle trekkkreftene, men lett å skille fra den siste delen.
Avanserte strukturelle design for komplekse geometrier
Etter hvert som bildesign blir mer aerodynamisk og sikkerhetsbestemmelsene strengere, øker den geometriske kompleksiteten til stemplede deler. Standard dyptrekkingsdyser kan ofte ikke oppnå de nødvendige dybdene eller formene i et enkelt treff. Følgelig har spesialiserte strukturelle design blitt utviklet for å møte disse tekniske kravene. Disse designene tillater flertrinns forming innen et enkelt trykkslag eller på tvers av flere operasjoner, noe som sikrer at selv de mest intrikate hule delene kan produseres effektivt.
| Die Type | Funksjon | Søknad |
| Invertert innledende dyptegning | Punchen beveger seg oppover eller dysen beveger seg nedover for å danne delen fra innsiden og ut i utgangspunktet. | Brukes til deler som krever høy stabilitet i det første formingsstadiet. |
| Omvendt tegning uten tom holder | Tegner delen på nytt i motsatt retning uten en tradisjonell emneholder, avhengig av formgeometrien. | Ideell for å redusere diameter mens du øker høyden i påfølgende stadier. |
| Double-Die Thinning Tegning | Bruker to konsentriske dyser for å tynne veggtykkelsen betydelig samtidig som delen forlenges. | Produksjon av høytrykkssylindere eller presise bilhus. |
Omvendte tegneteknikker
Omvendt tegning er en kraftig teknikk som brukes når en del må trekkes dypere enn materialet tillater i et enkelt fremtrekk. I denne prosessen vendes den delvis trukket koppen inn og ut eller trekkes i motsatt retning i neste stasjon. Dette arbeidsherder materialet annerledes og gir større dybde-til-diameter-forhold. Blankholderløse reverserte dyptrekkemesser er spesielt nyttige her, siden de forenkler verktøystrukturen samtidig som de opprettholder kontroll over materialstrømmen under inversjonsprosessen.
Forbedrer levetid og overflatekvalitet
Levetiden til Metallstempling er direkte korrelert til overflatekvaliteten til de produserte delene og kostnadseffektiviteten til produksjonslinjen. Dyptrekking innebærer betydelig friksjon og trykk, noe som kan føre til gnaging (materiale som fester seg til dysen) og slitasje. For å bekjempe dette bruker moderne matriseproduksjon avanserte polerings- og belegningsteknikker. Polering av dysens radier til en speilfinish reduserer friksjonen, slik at metallet flyter jevnt. Videre påføres belegg som Titanium Nitride (TiN) eller Diamond-Like Carbon (DLC) på arbeidsflatene til dysen.
Disse beleggene gir en hard overflate med lav friksjon som motstår slitasje og korrosjon. I sammenheng med progressive støpeformer for bildeler, der oppetiden er kritisk, reduserer belagte dyser frekvensen av vedlikeholdsstopp og andel avvisningsrater. I tillegg er valget av formmaterialer avgjørende. Verktøystål med høyt karbon og høyt krom brukes ofte for deres slitestyrke, mens wolframkarbidinnsatser kan brukes i høyvolumsapplikasjoner der ekstrem holdbarhet er nødvendig. Ved å kombinere robust strukturell design med overflateteknikk, kan produsenter sikre at dyptrekkingsdyser yter pålitelig over millioner av sykluser.
Applikasjoner i moderne bilproduksjon
Anvendelsen av dyptegningsteknologi er allestedsnærværende i bilindustrien. Et av de mest klassiske eksemplene er produksjon av drivstofftanker til biler. Disse komponentene krever komplekse, hule former som tåler internt trykk og ytre påvirkning. Dyptrekking gjør det mulig å lage disse sømløse beholderne fra metallplater, noe som sikrer lekkasjesikker integritet. På samme måte deler emaljeservanter og vasker, mens forbruksvarer, de samme produksjonsprinsippene, noe som viser allsidigheten til prosessen.
I epoken med elektriske kjøretøy (EV-er) har etterspørselen etter dyptrukne deler økt. Batterihus, motorhus og strukturelle kollisjonsbokser bruker ofte dyptrekksprosesser for å oppnå lette, men sterke kabinetter. Evnen til å tynne materialet under tegneprosessen (tynne dyptrekking) bidrar til å redusere totalvekten til kjøretøyet, noe som er avgjørende for å utvide batterirekkevidden. Etter hvert som industrien beveger seg mot lettere materialer som aluminium og høyfast stål, blir rollen til spesialiserte metallstemplingsdyser enda mer fremtredende. Ingeniører må tilpasse formdesignene for å håndtere de forskjellige tilbakefjæringsegenskapene og formbarhetsgrensene til disse avanserte legeringene, for å sikre at neste generasjon kjøretøy er både trygge og effektive.
Forrige innlegg
Presisjonsstansematriser for elektronikk og husholdningsapparater: høyeffektive produksjonsløsninger i 2026
Neste innlegg
Veiledning for metallstempling og tegning
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
