-
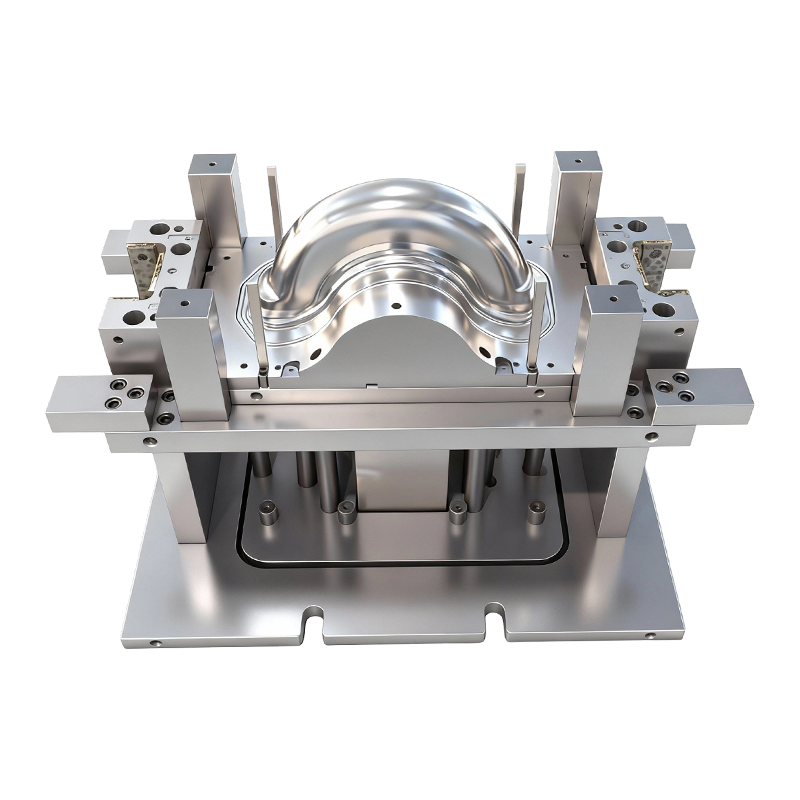
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
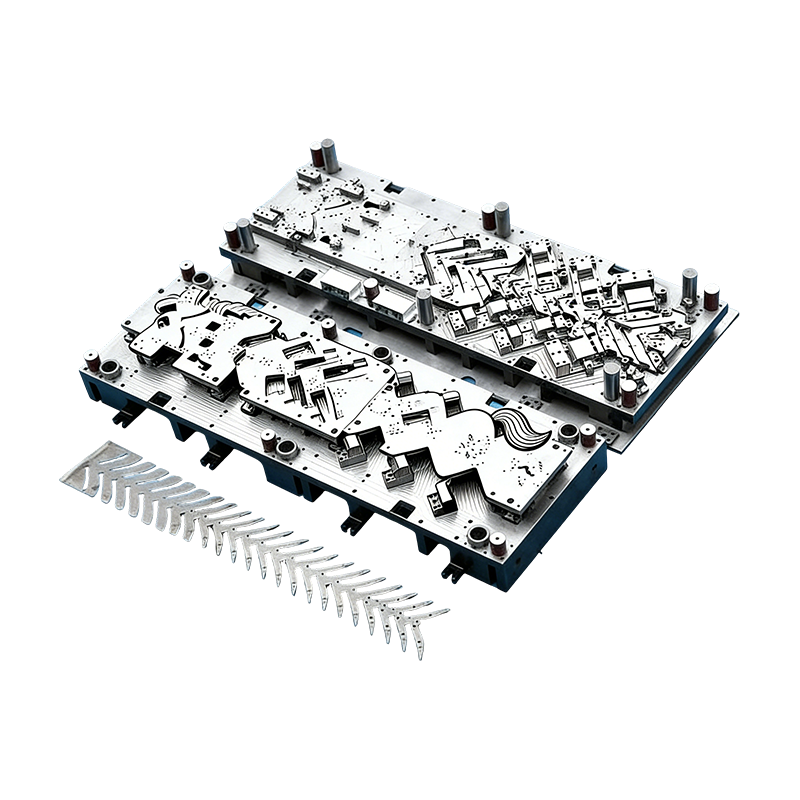
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
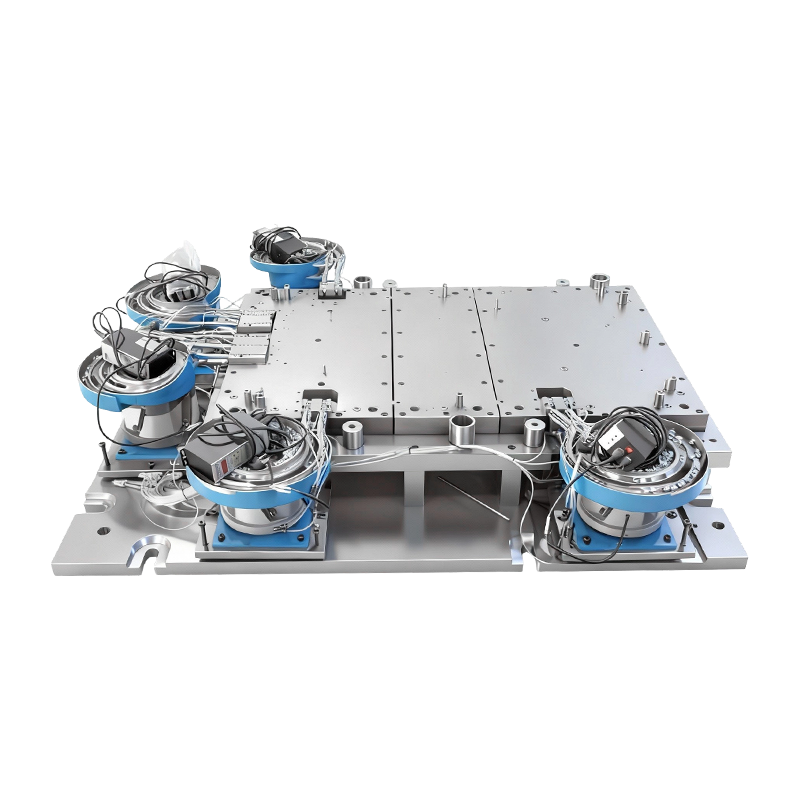
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
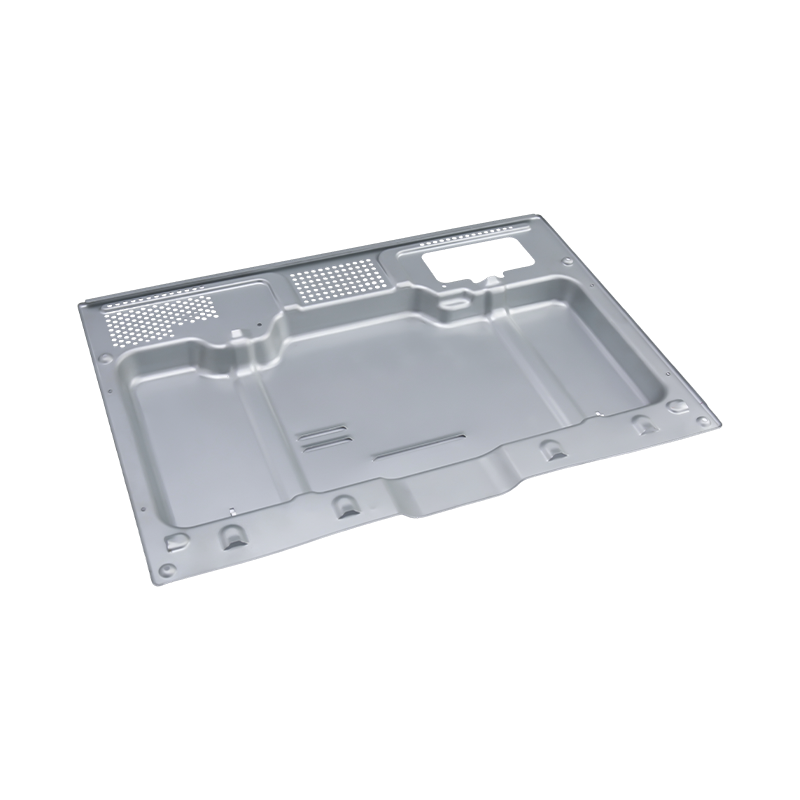
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
-
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Presisjonsstansematriser for elektronikk og husholdningsapparater: høyeffektive produksjonsløsninger i 2026
Presisjonsstansematriser for elektronikk og husholdningsapparater: høyeffektive produksjonsløsninger i 2026
2026-04-07
Presisjonsteknikk i elektronisk stempling
Elektronisk stempling representerer toppen av presisjonsverktøy for produksjon av elektroniske miniatyrkomponenter. Disse dysene er konstruert av herdet verktøystål eller wolframkarbid, og tåler millioner av sykluser mens de opprettholder toleranser på mikronnivå som er kritiske for koblingsstifter, skjermbokser og blyrammer. Avstanden mellom stanse og dyse kontrolleres omhyggelig ved 5%-10% av materialtykkelsen, noe som sikrer ren skjæring uten grader som kan kompromittere elektrisk kontakt eller monteringspasning. Denne presisjonsteknikken strekker seg til styrepinneinnretting, stripperplatedynamikk og fjærbelastede ejektorsystemer som garanterer konsistent delutkast uten deformasjon.
Kritiske toleranser og materialspesifikasjoner
- Wolframkarbidinnsatser gir eksepsjonell slitestyrke for høyvolumproduksjon av kobberlegeringsterminaler, og forlenger dysens levetid utover 10 millioner slag før oppussing.
- Presisjonsbakkestyrebøssinger med 0,002 mm klaring opprettholder stanse-dyseinnretting under høyhastighetsdrift, og forhindrer sideveis avbøyning som forårsaker dimensjonsvariasjoner.
- Overflatebelegg som TiN eller DLC reduserer friksjon og gnaging ved stempling av rustfritt stål eller fosforbronse, bevarer kantkvaliteten og reduserer vedlikeholdsfrekvensen.
Materialvalg for elektronisk stempling har direkte innvirkning på delens kvalitet og produksjonsøkonomi. For tynne kobberlegeringer som brukes i smarttelefonkoblinger, minimerer finkornet karbid kantflis under blanking. Ved bearbeiding av tykkere stålplater for apparatets chassiskomponenter, gir legert verktøystål med dypherdende egenskaper den seigheten som trengs for å motstå støtbelastninger uten katastrofale feil. Ingeniører må balansere hardhet, seighet og slitestyrke basert på spesifikke applikasjonskrav for å optimalisere både dyseytelsen og komponentkvaliteten.
Applikasjoner på tvers av husholdningsapparater og elektronikkproduksjon
Stamping Dies for husholdningsapparater muliggjør masseproduksjon av strukturelle og funksjonelle komponenter til kjøleskap, vaskemaskiner, klimaanlegg og kjøkkenapparater. Disse formene behandler galvanisert stål, aluminium og forhåndsbelagte metaller til braketter, hengsler, kontrollpanelrammer og motorhus med konsekvent dimensjonsnøyaktighet. Den robuste utformingen av stanseverktøy tillater tykkere materialer og høyere tonnasjekrav, samtidig som den opprettholder overflatefinishen som er nødvendig for påfølgende malings- eller pulverlakkeringsprosesser. Integrering av gjennomhullingsformer, pregestasjoner og krølleoperasjoner i enkeltmatriser reduserer sekundære behandlingstrinn og de totale produksjonskostnadene.
| Komponenttype | Typisk applikasjon | Materiale og måler |
| Elektriske terminaler | Strømledninger, interne ledningsnett | Messing, fosforbronse 0,2-0,8mm |
| Skjoldbokser | EMI beskyttelse for kretskort | Kaldvalset stål, nikkelsølv 0,15-0,4mm |
| Apparatbraketter | Motorfester, panelstøtter | Galvanisert stål, aluminium 1,0-3,0mm |
Designhensyn for komplekse geometrier
Produksjon av intrikate elektroniske komponenter som flerpinners kontakter eller fleksible ledningsrammer krever sofistikert dysedesign som inkluderer kambevegelser, løftere og presisjonspiloter. Stempling av husholdningsapparater for dekorative trimdeler eller ergonomiske håndtak integrerer ofte teksturpreging og kantkrølling i samme verktøy for å eliminere sekundære operasjoner. Avansert simuleringsprogramvare validerer materialflyt, tilbakefjæringskompensasjon og spenningsfordeling før verktøyfabrikasjon, reduserer prøve-og-feil-gjentakelser og akselererer time-to-market for nye produktlanseringer.
Progressive dies og automatisering for masseproduksjon
Multistasjons progressive dyser representerer den mest effektive løsningen for høyvolumproduksjon av elektroniske stemplingsstempelkomponenter. Et enkelt trykk beveger materialet gjennom flere arbeidsstasjoner som utfører blanking, piercing, forming og cutoff operasjoner sekvensielt, og produserer ferdige deler med hver syklus. Denne tilnærmingen eliminerer manuell håndtering mellom operasjoner, reduserer inventar under arbeid og oppnår produksjonshastigheter på over 1000 deler per minutt for enkle terminaler. Presisjonsmatere med servodrevet pitch-kontroll sikrer konsistent båndfremføring innenfor ±0,05 mm, avgjørende for å opprettholde registreringen på tvers av komplekse progressive sekvenser.
- Integrerte sensorer overvåker strimmelposisjon, delutkast og variasjoner i tonnasje i sanntid, noe som muliggjør umiddelbar oppdagelse av feilmating eller verktøyslitasje før defekte deler produseres.
- Hurtigskifte-dysesystemer med standardiserte monteringsplater og pneumatisk fastspenning reduserer overgangstiden fra timer til minutter, og støtter fleksibel produksjon av blandede komponentfamilier.
- Automatiserte smøresystemer leverer presise mikrodoser av stemplingsolje til skjærekanter og formingsoverflater, forlenger verktøyets levetid samtidig som krav til rengjøring etter stempling minimeres.
Optimalisering av produksjonseffektiviteten med smarte kontroller
Moderne elektroniske stemplingsstanser integreres med Industry 4.0-produksjonsøkosystemer gjennom IoT-aktivert overvåking og prediktiv analyse. Trykksensorer innebygd i dysesko fanger opp tonnasjesignaturer for hvert slag, og etablerer basislinjeprofiler som oppdager subtile endringer som indikerer stempelslitasje, materialvariasjoner eller smøreproblemer. Maskinlæringsalgoritmer analyserer disse dataene for å forutsi vedlikeholdsbehov før kvalitetsavvik oppstår, og skifter fra reaktive reparasjoner til proaktiv optimalisering. For husholdningsapparater som produserer sikkerhetskritiske komponenter som dørlåsmekanismer, gir denne intelligente overvåkingen dokumentert prosessvalidering som er avgjørende for overholdelse av regelverk og kvalitetsrevisjoner.
Vedlikeholdsstrategier og livssyklusstyring
Riktig vedlikehold av Stemplingsmatriser for husholdningsapparater og elektronisk stempling har direkte innvirkning på delens kvalitet, produksjonsoppetid og totale eierkostnader. Et strukturert vedlikeholdsprogram inkluderer daglig rengjøring for å fjerne metallpartikler og smøremiddelrester, ukentlig inspeksjon av skjærekanter for flising eller slitasje, og månedlig verifisering av styrepinneklaring og fjærtrykk. Dokumenterte vedlikeholdslogger sporer intervaller for utskifting av komponenter og ytelsestrender, noe som muliggjør datadrevne beslutninger om oppussing versus utskifting. Investering i forebyggende vedlikehold forlenger vanligvis dysens levetid med 30-50 % sammenlignet med run-to-fail-tilnærminger, samtidig som den opprettholder konsistent delkvalitet gjennom hele verktøyets levetid.
| Vedlikeholdsaktivitet | Frekvens | Innvirkning på ytelse |
| Skjærekantinspeksjon og sliping | Hvert 500K-2M slag | Opprettholder gratfrie kanter, reduserer pressetonnasjekrav |
| Kontroll av klaring av styrestift/bøssing | Månedlige eller 1M slag | Forhindrer sideavbøyning, sikrer dimensjonskonsistens |
| Verifisering av fjærtrykk | Kvartalsvis eller 3M slag | Sikrer pålitelig delutkast, forhindrer dobbelttreffdefekter |
Forlenger levetiden gjennom valg av materiale og belegg
Strategisk utvalg av formmaterialer og overflatebehandlinger forbedrer levetiden til både husholdningsstemplingsmatriser og elektroniske stansematriser betydelig. For slipende materialer som rustfritt stål eller forhåndsbelagte metaller, reduserer karbidinnsatser med polerte overflater limslitasje og gnaging. Diamantlignende karbonbelegg (DLC) gir eksepsjonell hardhet og lave friksjonskoeffisienter, spesielt gunstig for høyhastighetsstempling av kobberlegeringer der varmeoppbygging akselererer slitasje. Ved oppussing av slitte dyser gjenoppbygger laserkledningsteknikker skjærekanter med slitesterke legeringer samtidig som den originale verktøygeometrien bevares, og tilbyr et kostnadseffektivt alternativ til fullstendig utskifting. Disse materialvitenskapelige fremskrittene, kombinert med disiplinert vedlikeholdspraksis, sikrer at presisjonsstemplingsverktøy leverer konsistent ytelse gjennom lengre produksjonskampanjer samtidig som de totale produksjonskostnadene minimeres.

Forrige innlegg
Hvorfor erstatter aluminiumslegering stål i elektroniske stemplingsdeler?
Neste innlegg
Veiledning til dyptrekkende metallstemplingsstanser for bildeler
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
