-
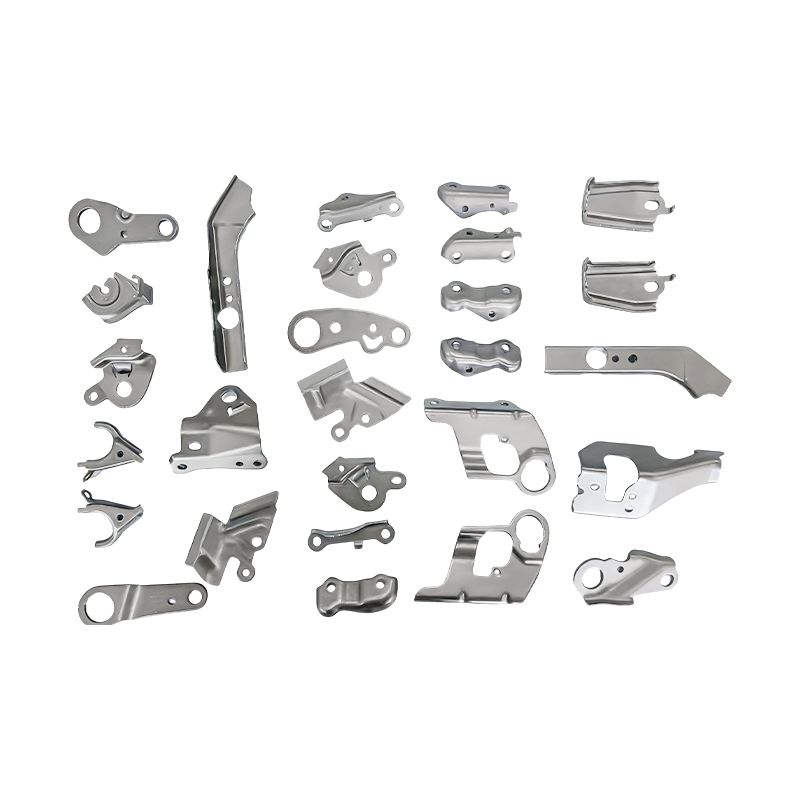
Små bildeler progressive stansedeler
Våre progressive formstemplingsdeler for små bi...
-
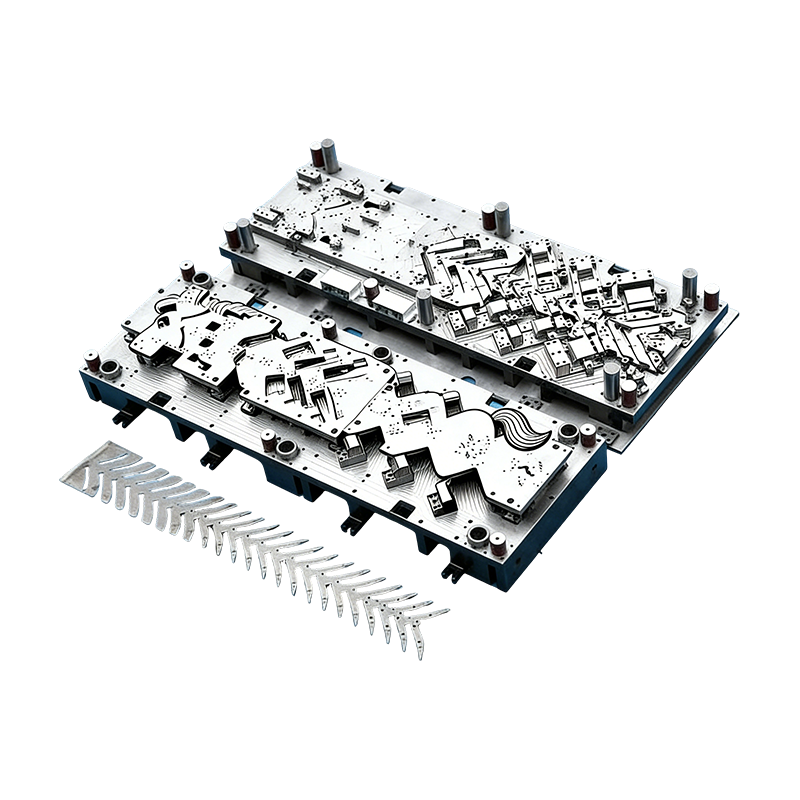
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
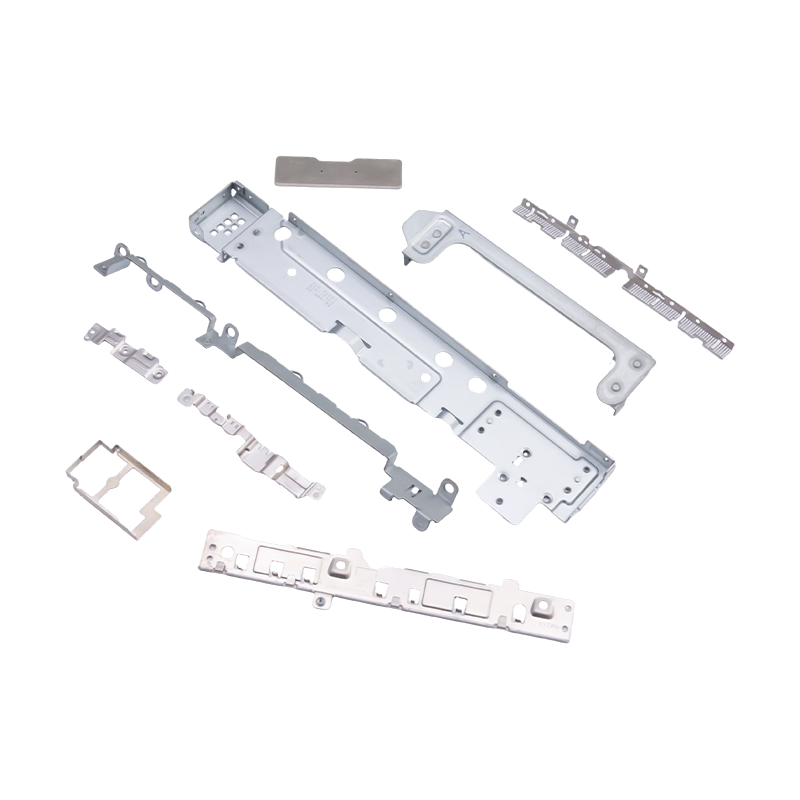
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
-
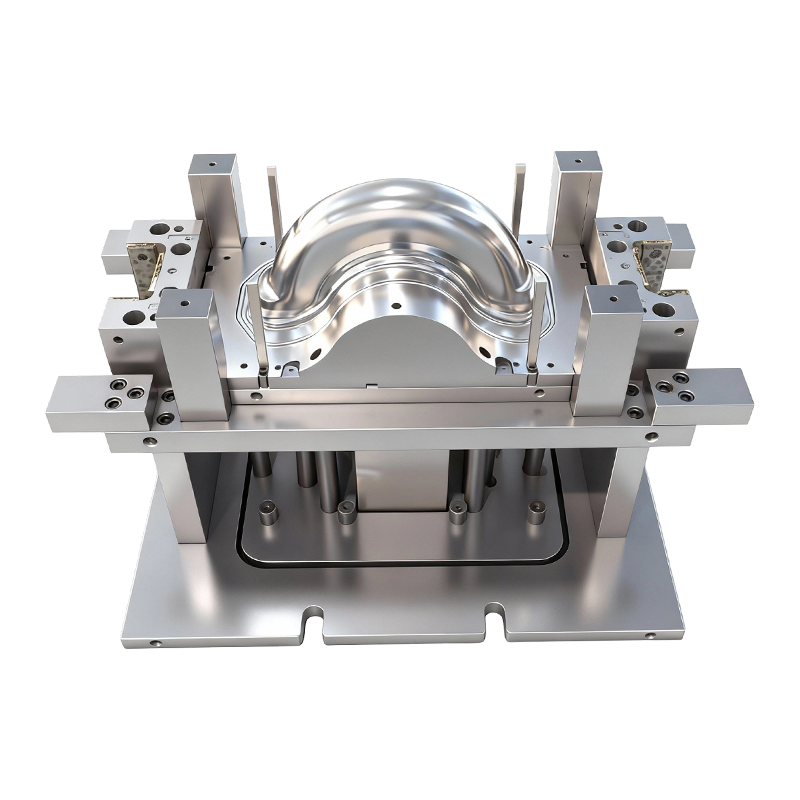
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
Bærbar stempling deler
Våre bærbare stemplingsdeler er presisjonsprodu...
-
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Hva er forskjellen mellom progressive og overføringsmetallstemplingsstanser?
Hva er forskjellen mellom progressive og overføringsmetallstemplingsstanser?
2026-02-25
Hvordan hver formtype flytter materiale gjennom pressen
Den mest grunnleggende forskjellen mellom progressive og overføringsmetallstansestanser ligger i hvordan arbeidsstykket beveger seg fra en formingsstasjon til den neste. I en progressiv form forblir emnet festet til den originale spolestrimmelen gjennom hele formingssekvensen. Strimlen går frem med en fast stigning med hvert presseslag, og bærer delvis utformede deler gjennom påfølgende stasjoner - piercing, lansering, bøying, tegning - til den ferdige delen er kuttet fri fra skjelettet på den endelige stasjonen. Delen blir aldri fysisk atskilt fra stripen før formingen er fullført, noe som betyr at selve stripen fungerer som bærer og lokaliseringsreferanse for hver operasjon.
Overføring stansematriser av metall opererer på et fundamentalt annet prinsipp. Et emne kuttes fra spolen eller arket ved den første stasjonen og flyttes deretter som et fritt, uavhengig stykke fra stasjon til stasjon ved hjelp av et mekanisk eller servodrevet overføringsfingersystem. Fordi delen ikke lenger er koblet til en stripe, kan den omplasseres, snus eller reorienteres mellom stasjoner - bevegelser som er geometrisk umulige når arbeidsstykket fortsatt er festet til en kontinuerlig bærer. Denne forskjellen i hvordan materialet håndteres er hovedårsaken til nesten alle andre forskjeller mellom de to formtypene når det gjelder kapasitet, kostnad og bruk.
Delgeometri og formingskompleksitet
Progressive metallstansematriser er best egnet til deler som er relativt flate eller grunne i profil. Siden delen forblir i båndet, begrenses den totale høyden til ethvert formelement av behovet for at båndet skal fortsette å mate rent gjennom dysen uten at den dannede geometrien tilsmussar tilstøtende stasjoner eller selve dysestrukturen. For deler med beskjeden trekkdybde – braketter, terminaler, klips, lamineringer og tynnseksjonsutstyr – spiller denne begrensningen sjelden noen rolle, og progressiv verktøy er det naturlige valget. Strimmeloppsettet kan ofte konstrueres for å oppnå materialutnyttelsesgrader over 75 %, og fraværet av en overføringsmekanisme betyr færre mekaniske komponenter og et enklere totalsystem.
Overføring metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Hastighet, gjennomstrømning og produksjonsvolum
Progressive metallstansedyser overgår konsekvent overføringsdyser i slag per minutt. Fordi det ikke er noen overføringsmekanisme for å synkronisere – ingen fingre å forlenge, gripe, flytte og trekke inn mellom slagene – kan progressive dyser operere med hastigheter på 200 til 1500 SPM avhengig av delens kompleksitet og presseevne. For høyvolum, liten til middels delproduksjon målt i millioner av stykker per år, oversetter denne hastighetsfordelen til en avgjørende gjennomstrømningsfordel som er vanskelig for noen annen stemplingsmetode å matche.
Overføring dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Sammenligning av verktøykostnader, vedlikehold og oppsett
Verktøyinvesteringer og løpende vedlikeholdskostnader varierer betydelig mellom de to dysetypene, og det er viktig å forstå disse forskjellene for å kunne ta en fornuftig innkjøpsbeslutning.
| Faktor | Progressive metallstempling | Overføring Metal Stamping Dies |
| Innledende verktøykostnad | Moderat til høy | Høy til veldig høy |
| Oppsettstid per kjøring | Kortere - enkelt matrissett | Lengre – overføringssystemet må tidsbestemmes og justeres |
| Vedlikeholdskompleksitet | Moderat — punch/die-sliping, pilotslitasje | Høyere – overføring av fingre, skinner og timing legger til slitasjepunkter |
| Die endre fleksibilitet | Begrenset - stasjoner er avhengige av hverandre | Høyere - individuelle stasjonsdyser kan byttes uavhengig |
| Minimum levedyktig volum | Høy (amortiserer kostnad over volum) | Middels til høy |
En vedlikeholdsfordel som overføringsmetallstansestanser holder fremfor progressive verktøy, er muligheten til å reparere eller erstatte individuelle stasjonsdyser uten å bygge om hele verktøyet. Siden hver stasjonsform er en diskret enhet, kan en slitt trekkstasjon trekkes og slipes på nytt mens de andre forblir på pressen. I en progressiv dyse er alle stasjoner integrert i en enkelt sammensatt enhet, noe som betyr at ethvert vedlikehold som krever demontering av dyse påvirker hele verktøyet og hele produksjonsløpet.
Materialutnyttelse og skraphastighetsforskjeller
Materialutnyttelse er et annet område hvor de to dysetypene divergerer meningsfullt. Progressive metallstemplingsformer produserer et kontinuerlig skrapskjelett - den gjenværende stripen etter at emner eller ferdige deler er fjernet - som må håndteres, kuttes og kastes eller resirkuleres. Avhengig av delens geometri og effektiviteten av stripelayout, kan skrapskjelettet representere 20–40 % av den totale vekten som forbrukes. Sofistikerte stripeoppsett med vinklet blanking, sammenflettede motsatte deler eller flerradskonfigurasjoner kan redusere dette tallet betydelig, men skjelettet er et uunngåelig biprodukt av prosessering i stripen.
Overføring metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Velge riktig dysetype for applikasjonen din
Valget mellom progressive og overføringsmetallstansestanser bør drives av en strukturert evaluering av delkrav i stedet for kostnad alene. Følgende kriterier gir en praktisk beslutningsramme:
- Del geometri: Hvis delen kan formes fullstendig mens den forblir flat i en strimmel – alle funksjoner tilgjengelig ovenfra eller under uten å flyttes – er progressiv verktøy hensiktsmessig. Hvis delen krever forming på flere flater, dyptrekking utover et dybde-til-diameter-forhold på omtrent 1:1, eller operasjoner på undersiden av en flens, kreves overføringsverktøy.
- Produksjonsvolum: Svært høye årlige volumer (typisk over 500 000 stykker per år for deler med middels kompleksitet) favoriserer progressive stanser fordi hastighetsfordelen reduserer pressetidskostnadene per stykke betydelig. Overføringsdyser er mer økonomiske for moderate volumer der delgeometri gjør progressiv verktøy umulig.
- Delstørrelse: Storformatdeler - de som overstiger omtrent 400 mm i alle dimensjoner - blir upraktiske i progressive dyser fordi de resulterende dyselengde- og spolebreddekravene overskrider typiske presse- og coilhåndteringskapasiteter. Overføringslinjer håndterer store deler mer praktisk ved å bruke individuelle stasjonsdyser tilpasset delen i stedet for et enkelt langstrakt progressivt verktøy.
- Krav til dimensjonsnøyaktighet: Progressive dyser lokaliserer delen via pilotpinner som griper inn i hull i stripen, mens overføringsdyser lokaliserer individuelle emner via delfunksjoner eller reirverktøy på hver stasjon. For deler der posisjonstoleransen mellom funksjonene er strammere enn ±0,05 mm, må lokaliseringsstrategien for hver dysetype vurderes nøye mot toleransestablingen den vil generere.
- Fremtidig designfleksibilitet: Hvis delens design forventes å endres i løpet av produktets livssyklus, gir overføringsverktøy større tilpasningsmuligheter siden individuelle stasjonsdyser kan modifiseres uavhengig. Å endre en funksjon i en progressiv terning krever ofte omstrukturering av flere gjensidig avhengige stasjoner samtidig.
I praksis blir avgjørelsen sjelden tatt isolert. En erfaren dyseprodusent vil evaluere deltegningen, den årlige volumprognosen, pressressursene som er tilgjengelige og nedstrømsmonteringskravene sammen før de anbefaler en verktøystrategi. Både progressive og overføringsmetallstempler representerer modne, godt forstått teknologier – nøkkelen er å matche den riktige teknologien til de spesifikke kravene til applikasjonen i stedet for å misligholde den tilnærmingen som er mest kjent.

Forrige innlegg
Kostnadssammenligning: metallstemplingsdeler vs metalltegningsdelprodukter i 2026
Neste innlegg
Automotive stanseformindustrien innleder en ny runde med teknologiske oppgraderinger.
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
