-
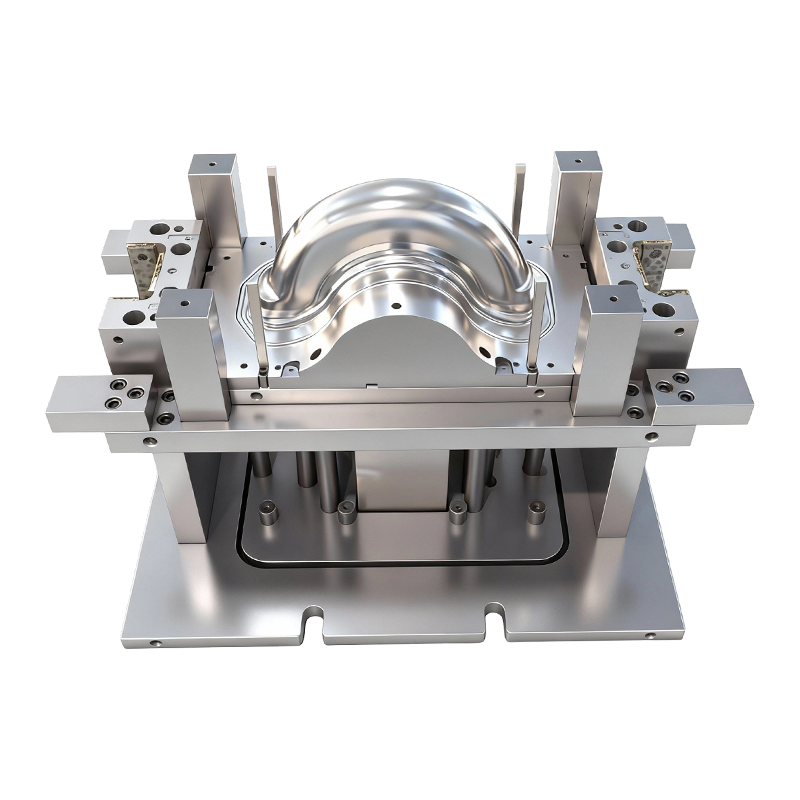
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
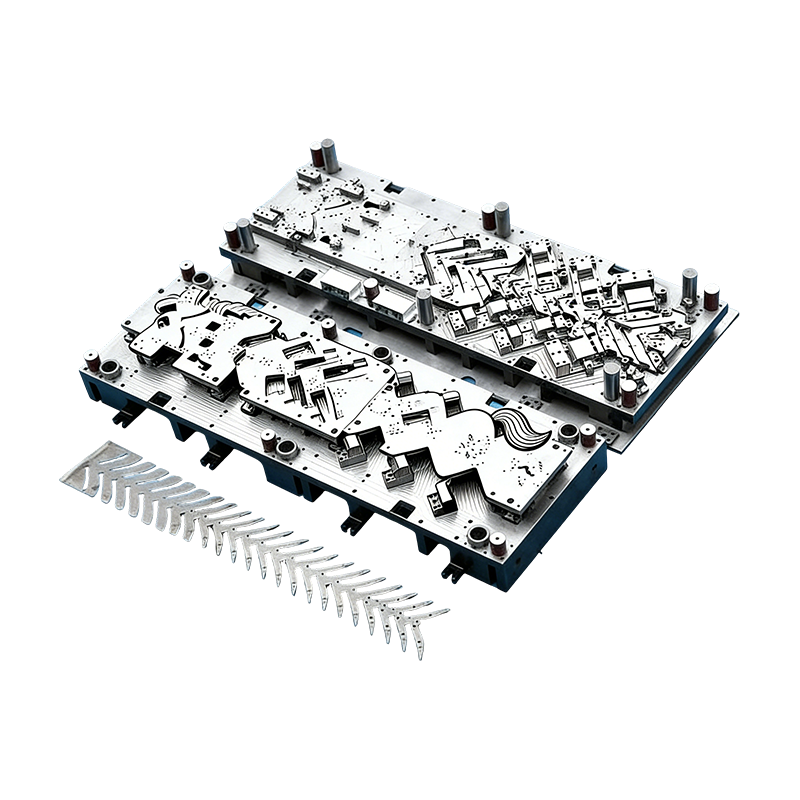
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
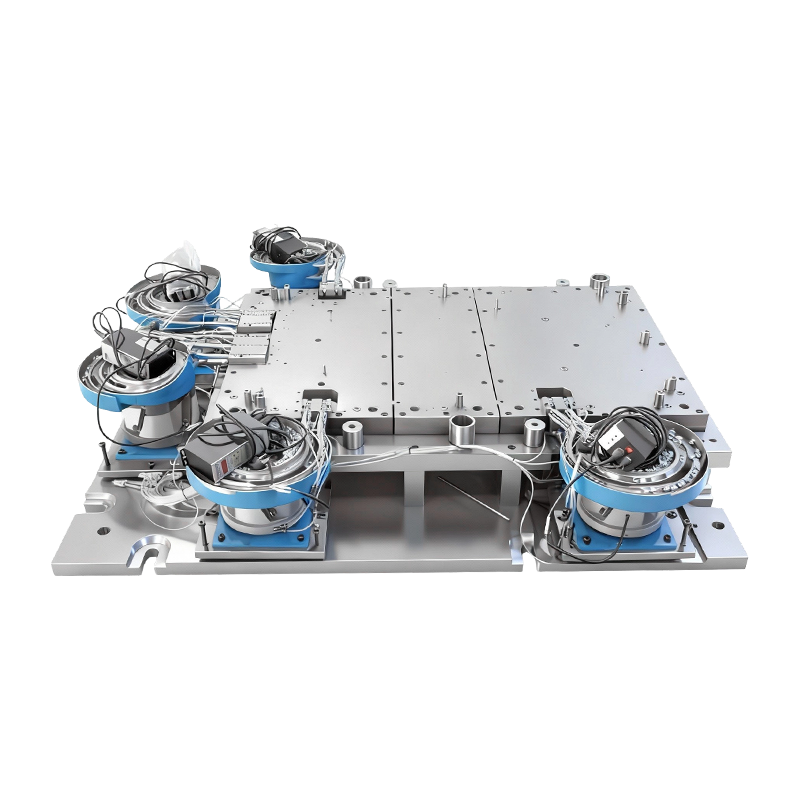
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
Bærbar stempling deler
Våre bærbare stemplingsdeler er presisjonsprodu...
-
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
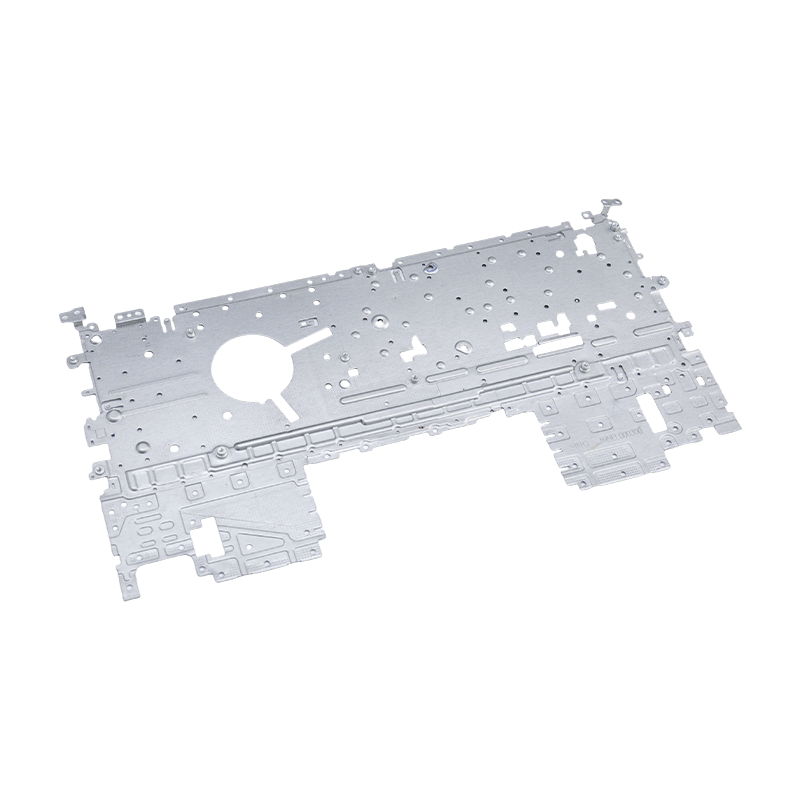
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Kostnadssammenligning: metallstemplingsdeler vs metalltegningsdelprodukter i 2026
Kostnadssammenligning: metallstemplingsdeler vs metalltegningsdelprodukter i 2026
2026-02-25
Hvorfor kostnadssammenligninger mellom disse to prosessene ofte er misvisende
Når produsenter vurderer metallstemplingsdeler mot metalltegningsprodukter, starter samtalen nesten alltid med enhetspris - og det er nettopp der de fleste kostnadssammenligninger går galt. Prisen per stykk som er synlig på et leverandørtilbud reflekterer bare ett lag av en flerlags kostnadsstruktur som inkluderer verktøyavskrivning, materialutnyttelse, sekundære operasjoner, kvalitetsnedfall og implikasjoner for leveringstid. En metallstemplingsdel som koster $ 0,45 per stykke kan bære $ 85 000 i progressive dyseverktøy som tar 900 000 enheter å amortisere, mens et metalltrekkdelprodukt til $ 0,78 per stykke kan ikke kreve noen sekundær maskinering og null monteringstrinn fordi den tegnede geometrien ikke kan produsere funksjoner i en enkelt operasjon. Å evaluere disse to prosessene nøyaktig i 2026 krever å bygge en total eierkostnadsmodell i stedet for å sammenligne enhetspriser på linjeelementer isolert.
Denne sammenligningen har også blitt mer kompleks i 2026 fordi materialprisvolatilitet – spesielt for kaldvalset stål, rustfritt stål og aluminium – har endret den relative økonomien til de to prosessene på måter som ikke var til stede for to eller tre år siden. Dyptrekking er en materialintensiv prosess der emnestørrelsen er vesentlig større enn den ferdige delens fotavtrykk, noe som betyr at svingninger i råvarekostnadene rammer de tegnede delene hardere per stykke enn de treffer stemplede flate emner. For å forstå hvor hver prosess befinner seg i det gjeldende kostnadsmiljøet, må man undersøke hver kostnadsdriver individuelt før man syntetiserer en samlet sammenligning.
Verktøyinvestering: Forhåndskostnad og amortiseringssats
Verktøykostnad er den største enkeltvariabelen som skiller økonomien til metall stempling deler fra metall tegning del produkter ved lave til middels produksjonsvolum. En progressiv stanseform for en moderat kompleks brakett eller terminal - for eksempel seks til åtte stasjoner med to piercing- og en formingsoperasjon - krever vanligvis en investering i området $40.000 til $120.000 avhengig av formstørrelse, stålvalg og nødvendige toleranser. Et sett med dyptrekkingsmatriser for en skallkomponent med sammenlignbar materialtykkelse involverer en trekkdyse, en blankholder, en redraw-matris hvis det er nødvendig med flere trekkdyse, en trimmematrise, og ofte en flens- eller strykeform - en komplett verktøyfamilie som vanligvis utgjør $60 000 til $200 000 for deler med middels kompleksitet.
Amortiseringsberegningen avhenger helt av årlig volum. Tenk på følgende sammenligning for en hypotetisk del som kjører på tre forskjellige volumnivåer:
| Årlig volum | Stemplingsverktøykostnad/enhet (5 års levetid) | Tegneverktøykostnad/enhet (5 års levetid) | Verktøykostnadsfordel |
| 50 000 enheter/år | $0,32 | $0,52 | Stempling med $0,20/stk |
| 250 000 enheter/år | $0,064 | $0,104 | Stempling med $0,04/stk |
| 1 000 000 enheter/år | $0,016 | $0,026 | Stempling med $0,01/stk |
Verktøykostnadsfordelen med metallstemplingsdeler fremfor metalltrekkedelprodukter krymper raskt når volumet øker, fordi ved svært høye volumer blir verktøykostnaden per enhet ubetydelig for begge prosessene. Den absolutte dollarforskjellen er viktigst ved lave volum – som er nettopp der mange produsenter tar beslutninger om verktøyinvesteringer – noe som betyr at sammenligningen av verktøykostnadene har sin høyeste praktiske betydning akkurat når den granskes mest nøye.
Materialkostnad og utnyttelseseffektivitet
Materialkostnad per ferdig del er hvor metalltrekkedelprodukter konsekvent viser en ulempe i forhold til metallstemplingsdeler for geometrisk ekvivalente komponenter. Dyptrekking krever en emnediameter som er betydelig større enn den ferdige delens diameter - trekkforholdet (emnediameter delt på stansediameter) varierer vanligvis fra 1,8 til 2,2 for en enkelttrekksoperasjon - noe som betyr at 50 % til 60 % mer metall kommer inn i prosessen enn det som vises i den ferdige delen. Noe av dette materialet omfordeles til veggtykkelsen til det trukket skallet i stedet for å bli skrot, men trimtilskuddet som fjernes etter tegning blir skrot. For et trukket hus i rustfritt stål med en diameter på 100 mm og en dybde på 60 mm, kan emnet ha en diameter på 230 mm, og produsere en skrapring med et betydelig materialinnhold som må krediteres tilbake gjennom skrapgjenvinning til en betydelig rabatt i forhold til råvarekostnaden.
Metallstemplingsdeler kan derimot oppnå strimmelutnyttelsesgrad på 70–85 % for deler med gunstige geometrier – noe som betyr at 70–85 % av innkommende spolevekt ender opp som ferdig del. De resterende 15–30 % blir skrapskjelett, som resirkuleres med en rate per kilo som typisk er 15–25 % av råvareinnkjøpsprisen. I 2026, med priser på kaldvalset stål i området $700–$850 per metrisk tonn og rustfritt til $2200–$2,800 per metrisk tonn, kan skrapgjenvinningsgapet mellom stemplingsoppsett med høy utnyttelse og mindre effektive tegneemner legge til $0,05–$0,25 til forskjellen mellom 0,05 og 0,25 dollar per stykk, sammenlignet med kostnadene for trukket produksjon, sammenlignet med kostnadene for trukket produksjon. volumer over 200 000 enheter per år.
Arbeid, syklustid og pressekostnad per del
Metallstemplingsdeler produsert på progressive dyser kjører vanligvis med 80–400 slag per minutt, med hvert slag som produserer en ferdig del. Ved 200 SPM på en 80-tonns presse med en driftskostnad på omtrent $60–$90 per time, er pressekostnaden per del $0,005–$0,0075. Metalltrekkingsdelprodukter krever flere presseoperasjoner – blanking, første trekking, retrekking om nødvendig, trimming og ofte en separat flens- eller piercingoperasjon – hver kjøring med 20–60 SPM gitt de langsommere formingshastighetene som kreves for å kontrollere metallflyten ved dyptrekking. Selv om hver enkelt operasjon kjører på 40 SPM, bruker en fireoperasjons tegningssekvens fire ganger så mye kumulativ pressetid per ferdig del som en enkelt-treffstemplet del, og produserer en pressekostnad per del som vanligvis er 4–8× høyere enn en tilsvarende stemplet komponent på en per-operasjon-per-del-basis.
Imidlertid endres denne beregningen vesentlig når den tegnede delen eliminerer sekundære operasjoner som den stemplede ekvivalenten krever. Et tegnet hus som integrerer en bunn, fire vegger og et felgelement i en enkelt delfamilie kan erstatte en stemplet sammenstilling av tre eller fire separate komponenter som må sveises eller festes sammen. Når arbeidskraften, festekostnadene og kvalitetsrisikoen ved den monteringsoperasjonen er inkludert i kostnadsmodellen for metallstemplingsdeler, kan den tilsynelatende syklustidsfordelen ved stempling delvis eller fullstendig oppveies av nedstrømskostnaden den unngår ved tegning.
Kvalitetskostnad, skrothastighet og sekundær drift
Kvalitetsrelaterte kostnader påvirker de to prosessene forskjellig og blir ofte utelatt fra innledende kostnadssammenligninger. Metallstemplingsdeler i godt vedlikeholdte progressive matriser som kjører stabile materialer oppnår vanligvis skraphastigheter under 0,5 % under steady-state produksjon. Metalltrekkingsprodukter er mer følsomme for innkommende materialvariasjoner - spesielt flytegrensevariabilitet i en spole - fordi trekkforholdet er satt til de nominelle materialegenskapene, og et parti med materiale i den øvre enden av flytegrenseområdet kan forårsake rynking eller brudd ved samme trekkforhold som gir gode deler med nominelt materiale. In-control tegneprosesser kjører vanligvis med 1–3 % skrap avhengig av trekkingens alvorlighetsgrad og materialkonsistens, og skrapdelene er større og tyngre enn stemplingsavfall, noe som gjør materialkostnadene for kvalitetsnedfall proporsjonalt høyere per avvist stykke.
Sekundære operasjoner øker forskjellig kostnadene for hver produkttype. Vanlige sekundære kostnader å ta hensyn til når du bygger en fullstendig sammenligning inkluderer:
- Avgrading: Metallstansedeler med blanke kanter krever ofte avgrading eller kantrulling før montering eller bruk. Tegnede deler har glatte, uavbrutt vegger uten klippede kanter på sideveggene, selv om trimkanten ved kanten krever oppmerksomhet.
- Overflatebehandling: Begge deltyper kan kreve plettering, belegg eller passivering, men tegnede deler med lukket geometri kan skape problemer med å fange opp i væskebehandlingsbad som flate stemplede deler ikke gjør, noe som noen ganger krever dreneringshull eller spesialisert reol som øker prosesskostnadene.
- Montering eliminering: Som nevnt ovenfor eliminerer tegnede deler ofte sveising, nagling eller festetrinn som stemplede sammenstillinger krever, og de unngåtte monteringskostnadene bør krediteres tegneprosessen i en fullstendig sammenligning.
- Maskinering: Metallstemplingsdeler kan oppnå hullplasseringer og profiltoleranser i området ±0,05–0,10 mm uten sekundær maskinering. Metalltrekkingsprodukter kan kreve maskinerte gjenger, presis boringsdimensjonering eller planhetskorreksjon på flensflaten som stempling kan oppnå in-die, og legger til $0,10–$0,50 per stykke i maskineringskostnad for stramt toleranserte trukket komponenter.
Beslutningsramme: Hvilken prosess sparer mer penger i 2026
Basert på kostnadsdriverne som er analysert ovenfor, gir følgende rammeverk en praktisk veiledning for å bestemme hvilken prosess som gir den lavere totale kostnaden for en gitt applikasjon i 2026-markedsforhold. Verken metallstemplingsdeler eller metalltegningsdeler er kategorisk billigere - svaret avhenger av den spesifikke kombinasjonen av faktorer nedenfor.
| Beslutningsfaktor | Foretrekker metallstemplingsdeler | Foretrekker produkter for metalltegning |
| Del geometri | Flat eller grunt profil, 2D-funksjoner | 3D-skall, lukket form, dype vegger |
| Årlig volum | Ethvert volum med enkel geometri | Middels til høy (oppveier verktøykostnaden) |
| Materialkostnadsfølsomhet | Høye materialkostnader — bedre utnyttelse | Senk ved tegning eliminerer montering |
| Montering nedstrøms | En del er en komponent i en større sammenstilling | Tegnet del erstatter montering i flere deler |
| Toleransekrav | Trange toleranser i planet, hullplasseringer | Ensartet veggtykkelse, sømløs kapsling |
Den mest pålitelige tilnærmingen i 2026 er å be om samtidige tilbud for begge prosessene der delgeometrien tillater det, og spesifisere at totalkostnadssammenligningen må inkludere verktøyavskrivninger, sekundære operasjoner og forutsetninger for skrothastighet i stedet for enhetspris alene. Leverandører med genuin erfaring med både metallstemplingsdeler og metalltegningsdeler vil kunne identifisere hvor kostnadskrysspunktet ligger for en spesifikk del- og volumkombinasjon – og at analysen, utført strengt, er verdt mer enn noen generisk kostnadsregel.

Forrige innlegg
Hvorfor krever elektroniske stemplingsstempel strengere toleranser enn stemplingsstanser for husholdningsapparater?
Neste innlegg
Hva er forskjellen mellom progressive og overføringsmetallstemplingsstanser?
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
