-
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
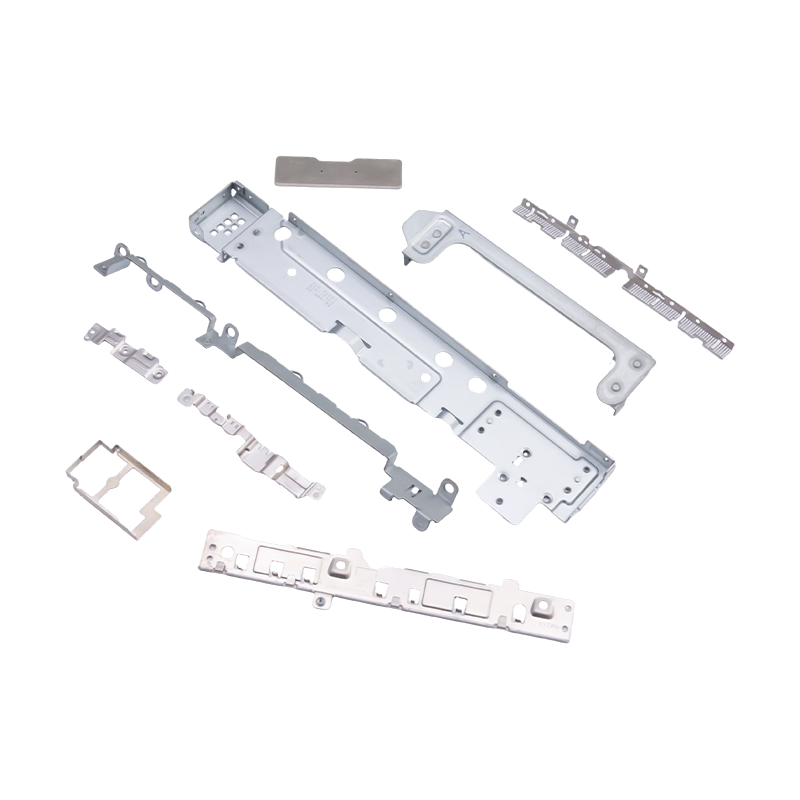
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
-
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
Bærbar stempling deler
Våre bærbare stemplingsdeler er presisjonsprodu...
-
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
-
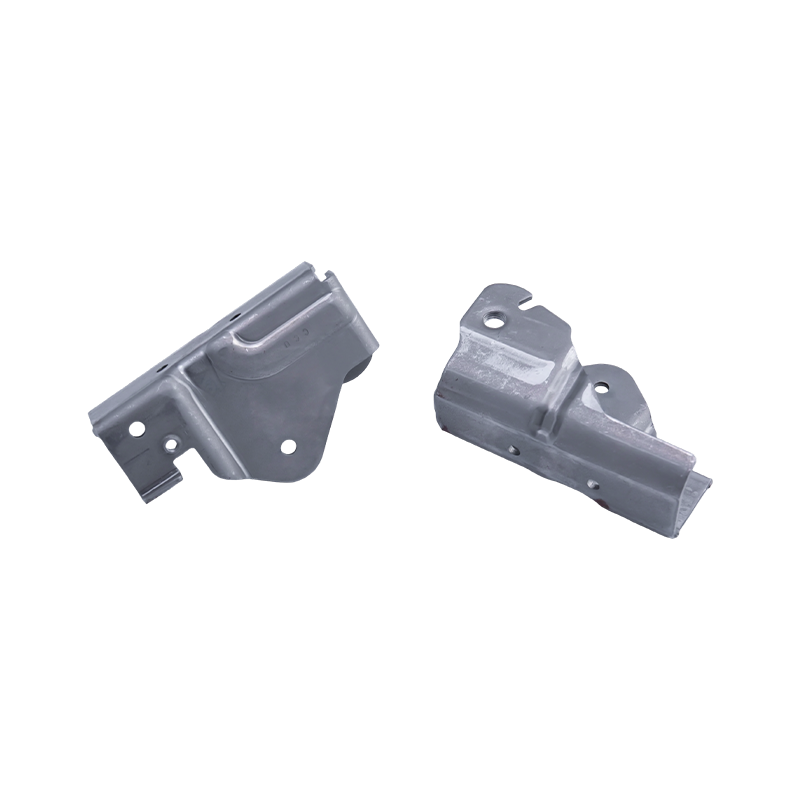
Bilsete stempling deler
Bilsete-stemplingsdeler er kjernemetallkomponen...
Bransjenyheter
Høyhardhetslegert stål i stansematriser
2026-06-22
I det krevende feltet med presisjonsmetallstempling, er levetiden og nøyaktigheten til en progressiv dyse grunnleggende bestemt av grunnmaterialet som brukes i konstruksjonen. Legert stål med høy hardhet har blitt industristandarden for produksjon av kritiske stemplingskomponenter, spesielt ved produksjon av høyvolums bildeler, elektroniske kontakter og komplekse strukturelle deler. I motsetning til konvensjonelle verktøystål, er denne avanserte materialkategorien konstruert for å tåle ekstreme mekaniske påkjenninger, repeterende støt og alvorlig slitasje. For produsenter som bruker kontinuerlige stemplingsprosesser, er valg av passende høyhardhetslegert stål ikke bare et materialvalg; det er en strategisk beslutning som direkte påvirker produksjonseffektiviteten, delens kvalitet og de totale verktøykostnadene. Denne artikkelen utforsker de praktiske aspektene, maskineringsbetraktningene og driftsfordelene ved å bruke disse avanserte stålene i progressiv dyseproduksjon.
Materialsammensetning og mekaniske egenskaper
Den definerende egenskapen til legert stål med høy hardhet er dens evne til å oppnå og opprettholde en Rockwell-hardhet som typisk overstiger 58 HRC etter varmebehandling, uten å bli for sprø. Denne eksepsjonelle ytelsen oppnås gjennom presis tilsetning av spesifikke legeringselementer. Krom tilsettes først og fremst for å øke herdbarheten og slitestyrken, mens molybden og vanadium foredler kornstrukturen, og forhindrer sprekkforplantning under tung belastning. Wolfram og kobolt er ofte inkludert i verktøystål for kaldt arbeid for å forbedre rød hardhet og opprettholde kantskarphet ved høye temperaturer generert under høyhastighetsstempling.
Balanserer hardhet og seighet
En vanlig misforståelse innen verktøy er at høyere hardhet alltid tilsvarer bedre ytelse. I virkeligheten fører ekstrem hardhet uten tilstrekkelig seighet til katastrofal flising eller sprekkdannelse av stansespisser under operasjoner med høy tonnasje. Moderne metallurgi har løst dette ved å bruke avanserte pulvermetallurgiteknikker. Disse prosessene skaper en svært jevn fordeling av karbider i stålmatrisen, slik at materialet har en hard, slitesterk overflate samtidig som den beholder en tøffere, støtdempende kjerne. Denne mikrostrukturelle balansen er det som gjør legert stål med høy hardhet uunnværlig for komplekse, multi-trinns progressive dyser der både presisjon og holdbarhet kreves.
Praktiske bruksområder i progressive stemplingsstanser
De unike egenskapene til disse stålene gjør dem egnet for spesifikke, krevende bruksområder innen stanseindustrien. Ved utforming av progressive dyser for bilmotorhus eller batterikabinetter til elektriske kjøretøy, inkluderer materialet som stemples ofte høyfast lavlegert stål eller aluminiumslegeringer. Disse materialene utøver enorme friksjonskrefter på dysekomponentene, og krever et verktøymateriale som kan motstå gnaging og slitasje over millioner av sykluser.
Kritiske dysekomponenter
I en typisk progressiv form er høyhardhetslegert stål spesielt reservert for de mest sårbare og kritiske arbeidsdelene. Disse inkluderer blanke stanser, piercing pins, forming dies, og coining stasjoner. Ved å bruke dette materialet til arbeidskomponentene og standard verktøystål for konstruksjonsplatene, kan produsenter optimalisere kostnads-ytelse-forholdet til formen. Arbeidsdelene opprettholder sine stramme toleranser over millioner av sykluser, og sikrer at de stemplede motorhusene har jevn veggtykkelse og presise monteringsoverflater, noe som er avgjørende for montering av drivverk i biler.
Maskinering og varmebehandlingsprotokoller
Arbeid med høyhardhetslegert stål krever spesialiserte produksjonsprotokoller. Fordi materialet er usedvanlig vanskelig å bearbeide i sin fullstendig herdede tilstand, må produksjonssekvensen planlegges omhyggelig. Den generelle regelen er å utføre hoveddelen av materialfjerningen, for eksempel CNC-fresing og grovdreiing, mens stålet er i glødet eller myk tilstand. Dette reduserer verktøyslitasje og gir raskere materialfjerningshastigheter under de første formingsfasene.
Presisjons etterbehandlingsteknikker
Etter den innledende grovbearbeidingen og spenningsavlastende prosessene, gjennomgår stålet en presis varmebehandling, typisk med vakuumkjøling for å forhindre overflateavkulling og minimere dimensjonal forvrengning. Etter varmebehandling når stålet sin målhardhet. På dette stadiet kan tradisjonelle skjæreverktøy ikke brukes. Etterbehandling til de endelige toleransene på mikronnivå oppnås gjennom jiggsliping, koordinatsliping og elektrisk utladningsmaskin med langsom hastighet. Wire EDM er spesielt avgjørende for å skape komplekse indre geometrier og skarpe hjørner i progressive dyseinnsatser uten å indusere mekanisk stress.
| Produksjonsstadiet | Primært mål | Vanlig utstyr som brukes |
| Grov maskinering | Fjern bulkmateriale i myk tilstand | CNC-fresesentre, dreiebenker |
| Varmebehandling | Oppnå målhardhet og mikrostruktur | Vakuumovner, kryogene tanker |
| Presisjon etterbehandling | Oppnå endelige toleranser på mikronnivå | Wire EDM, jiggslipere |
Forbedrer mugglevetid og produksjonseffektivitet
Integreringen av legert stål med høy hardhet i progressive dyser gir målbare forbedringer i total produksjonseffektivitet. Den mest umiddelbare fordelen er den dramatiske utvidelsen av vedlikeholdsintervallene. I stemplingsmiljøer med høyt volum kan standardstål kreve polering eller utskifting med noen hundre tusen treff. I motsetning til dette kan komponenter laget av legert stål med høy hardhet tåle millioner av sykluser før de viser tegn på betydelig slitasje, noe som direkte påvirker bunnlinjen.
Operasjonelle fordeler
- Redusert nedetid: Færre pressestopp er nødvendig for vedlikehold av dyse, maksimering av maskinutnyttelse og generell utstyrseffektivitet i kontinuerlige produksjonskjøringer.
- Konsekvent delkvalitet: Den overlegne slitestyrken sikrer at dimensjonstoleransene forblir stabile fra den første stemplede delen til den millionte, noe som reduserer skraphastigheten.
- Lavere kostnad per del: Selv om de opprinnelige material- og maskineringskostnadene er høyere, reduserer den forlengede levetiden betydelig de amortiserte verktøykostnadene per produksjonskjøring.
- Forbedret overflatefinish: De stabile skjærekantene forhindrer dannelse av grader på de stemplede delene, og reduserer eller eliminerer behovet for sekundære avgradingsoperasjoner.
Utvalgskriterier for spesifikke stemplingsoperasjoner
Å velge den nøyaktige karakteren av høyhardhetslegert stål krever en grundig analyse av stemplingsoperasjonen. Ingeniører må vurdere typen materiale som stemples, tykkelsen på stripen, kompleksiteten til delens geometri og forventet produksjonsvolum. For eksempel, ved blanking av tykt, slipende rustfritt stål, foretrekkes et verktøystål med høyt karbon og høyt krom med høyt vanadiuminnhold på grunn av sin ekstreme slitestyrke. Omvendt, når du danner intrikate, skjøre egenskaper i tynne elektroniske koblinger, velges et materiale med litt lavere hardhet, men høyere slagfasthet for å forhindre at delikate stansespisser klikker under sidebelastninger.
Overflatebelegg og -behandlinger
For ytterligere å flytte ytelsesgrensene, blir komponenter av legert stål med høy hardhet ofte utsatt for avansert overflatebehandling. Fysiske dampavsetningsbelegg, som titannitrid eller kromnitrid, kan påføres det ferdige stålet. Disse beleggene reduserer friksjonskoeffisienten, forhindrer gnaging ved stempling av aluminium, og legger til et ekstra lag med overflatehardhet, og multipliserer effektivt levetiden til stansekomponentene i de mest aggressive stemplingsmiljøene.
Avslutningsvis er bruken av høyhardhetslegert stål i progressiv dyseproduksjon en kritisk faktor for å oppnå høyvolum, presisjonsproduksjon. Ved å forstå materialegenskapene, følge strenge maskineringsprotokoller og velge passende kvaliteter for spesifikke bruksområder, kan produsenter produsere støpeformer som gir eksepsjonell lang levetid og delkonsistens. Ettersom industrier fortsetter å kreve strammere toleranser og høyere produksjonshastigheter, vil avhengigheten av disse avanserte legeringsstålene bare bli dypere, og styrke deres rolle som grunnlaget for moderne presisjonsstempling.

Forrige innlegg
Ingen tidligere artikkel
Neste innlegg
Batterideksel-stemplingsdeler for EV- og energilagringsbatterier
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
