-
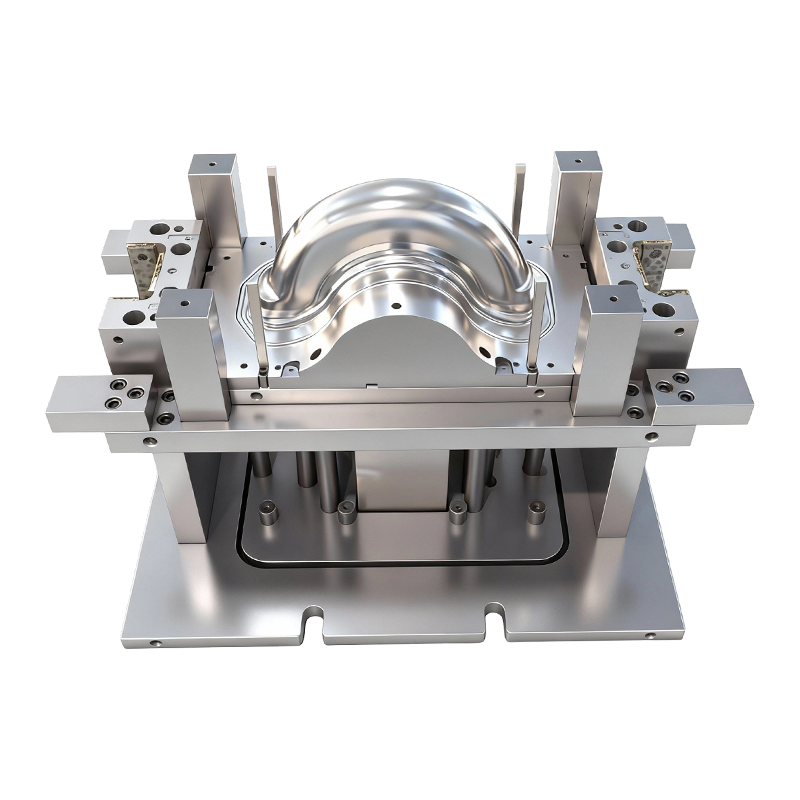
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
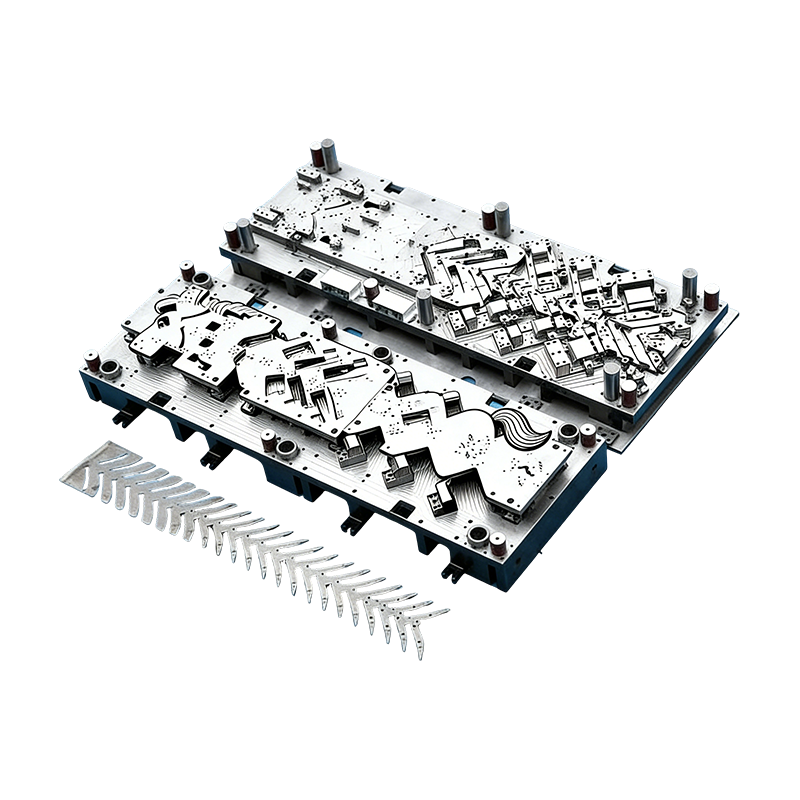
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
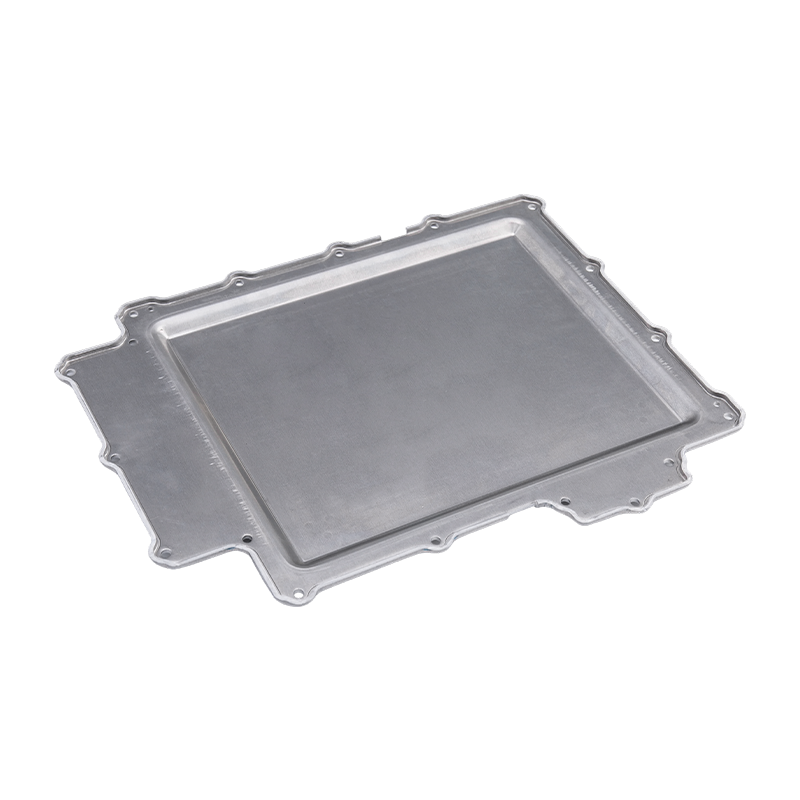
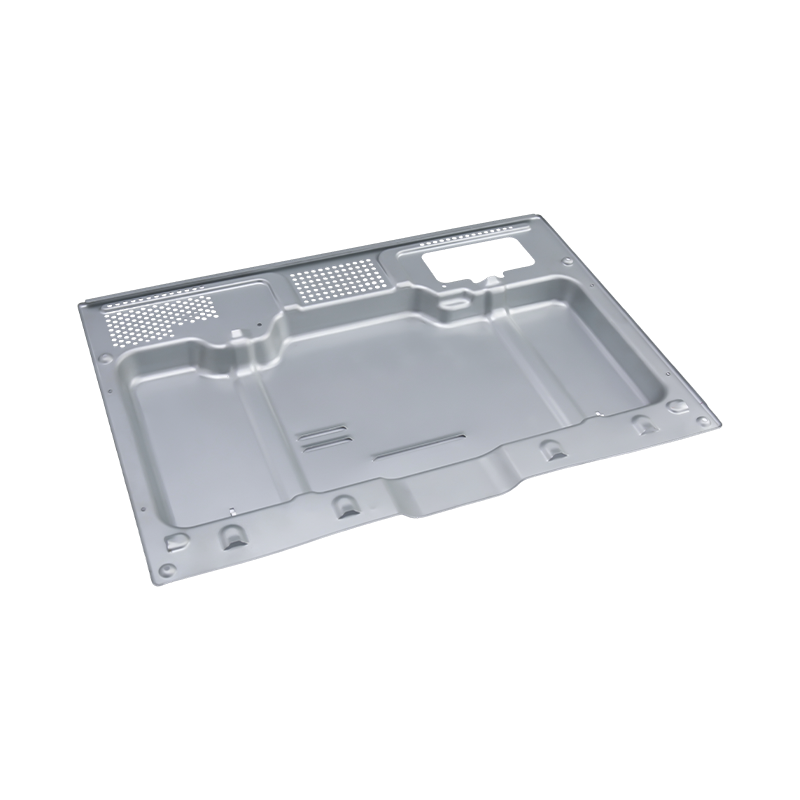
Batterideksel stempling deler
Våre batterideksel-stemplingsdeler er presisjon...
-
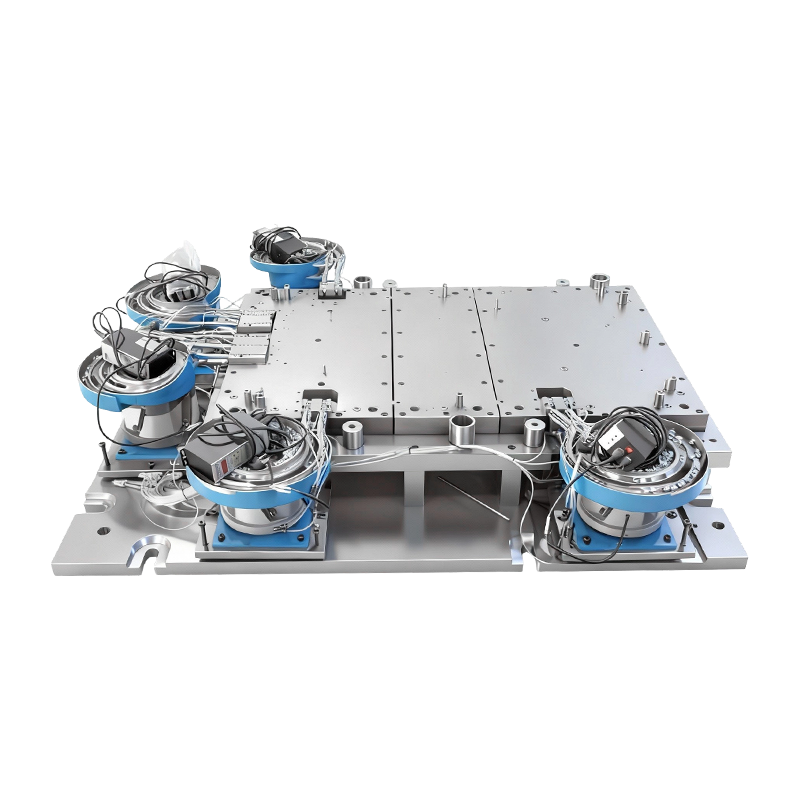
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
Bransjenyheter
Batterideksel-stemplingsdeler for EV- og energilagringsbatterier
2026-06-16
En batteripakke som svikter i felt svikter sjelden på grunn av cellene. Oftere er grunnårsaken et deksel som ikke tettet, en flens som ikke passet inn, eller en monteringsboss som sprakk under vibrasjoner. Stemplingsdeler for batterideksel er den første linjen i strukturelt og miljømessig forsvar for alle elbiler, industri- og energilagringsbatterier – og toleransestandardene de må oppfylle har blitt betydelig strammet etter hvert som pakningsspenningene og energitetthetene har økt.
Denne artikkelen dekker materialene, prosessene, dimensjonskravene og tilpasningsalternativene som definerer en produksjonsklar batterideksel-stemplingsdel - og hva du skal verifisere når du kvalifiserer en leverandør.

Hva batterideksel stempling deler faktisk gjør
Dekselet til et batterikabinett har tre samtidige jobber. Strukturelt må den opprettholde sin geometri under de mekaniske belastningene fra kjøretøymontering, veivibrasjoner og termisk sykling uten å deformere eller overføre stress til cellene under den. Miljømessig må den oppnå og opprettholde IP67- eller IP68-forseglingsintegritet – noe som betyr at det ikke trenger inn støv og ingen vanninntrengning under vedvarende nedsenking. Funksjonelt må den ha nøyaktig grensesnitt med batterihuset, høyspenningskontakten og eventuelle kjølekanaler integrert i pakkedesignet.
Å oppfylle alle tre kravene i en enkelt stemplet komponent – i stedet for et maskinert eller støpt alternativ – er det som gjør dyptegnet stempling til den foretrukne prosessen for høyvolums batteriproduksjon. Stempling leverer konsekvente dimensjoner og stramme toleranser (±0,01 mm – ±0,05 mm) til produksjonshastigheter som støping og maskinering ikke kan matche, samtidig som kostnadene per del holdes lave nok for OEM-forsyningskjeder som opererer i stor skala.
Materialvalg: Kaldvalset stål, aluminiumslegering eller rustfritt stål
Valget av underlagsmateriale setter taket på hver ytelsesverdi dekselet kan oppnå - korrosjonsbestandighet, vekt, formbarhet, sveisbarhet og kostnad. Tre materialfamilier dominerer batteridekselapplikasjoner.
Kaldvalset stål gir høy strekkfasthet og utmerket formbarhet til lave råvarekostnader. Det er standardvalget for industrielle batterikapslinger og energilagringssystemer der vekt er en sekundær bekymring og strukturell stivhet er det primære kravet. Etterstemplingsoverflatebehandlinger - sinkbelegg, e-belegg eller pulverlakkering - brukes vanligvis for å oppfylle målene for korrosjonsbestandighet.
Aluminiumslegeringer, spesielt 3003 og 5052 kvaliteter, er det dominerende materialet i batterideksler til elbiler der pakkevekten direkte påvirker kjøretøyets rekkevidde. Alloy 3003 tilbyr god formbarhet og moderat styrke, noe som gjør den godt egnet for geometrier med grunt trekk. Legering 5052 gir høyere styrke og overlegen korrosjonsmotstand, som foretrekkes for deksler som er utsatt for kondens, kjølevæske eller veisprut. Begge kvaliteter dyptrekker rent og aksepterer anodisering eller konverteringsbelegg for ekstra beskyttelse.
Rustfritt stål er spesifisert for applikasjoner som krever iboende korrosjonsbestandighet uten ytterligere overflatebehandling - stasjonære energilagringssystemer i fuktige miljøer, marine batteripakker eller enhver applikasjon der beleggvedheft ikke kan garanteres gjennom produktets levetid. Den høyere herdehastigheten krever nøye utformet verktøy for å forhindre tilbakespring og opprettholde dimensjonsstabilitet etter forming.
Dyptegning og avanserte stemplingsprosesser
De fleste batterideksler er ikke enkle flate emner. De inneholder forsenkede tetningskanaler, hevede flenser, integrerte bosser og komplekse konturer som krever flertrinns progressive eller overføringsstansesekvenser. Dyptrekking - å trekke en flat metallplate til en tredimensjonal form ved hjelp av en stans og dyse - er kjerneoperasjonen, men den ferdige komponenten passerer vanligvis gjennom ytterligere stasjoner for trimming, piercing, preging og flensing før den forlater pressen.
Prosesskontroll på hver stasjon avgjør om den ferdige delen oppfyller toleranse. Blankholdertrykket kontrollerer materialflyten og forhindrer rynking; utilstrekkelig trykk gjør at flensen spenner seg, mens overtrykk forårsaker riving ved trekkradius. Smørebehandling påvirker overflatens tilstand — en glatt overflatefinish på Ra ≤ 0,8μm er oppnåelig på aluminium- og stålunderlag når verktøygeometri og smøremiddelfilmtykkelse er riktig tilpasset.
Null gradtoleranse er et ikke-omsettelig krav for batterideksler. En grad på et tetningsspor avbryter pakningens kontaktflate og skaper en lekkasjebane; en grad på en indre kant kan migrere inn i cellestabelen. For å oppnå gradfrie kanter konsekvent i masseproduksjon, kreves det at verktøy opprettholdes til tette klaringer – typisk 5–8 % av materialtykkelsen for stål, litt bredere for aluminium – og regelmessige inspeksjonsintervaller for dyse kalibrert til produksjonsvolumet.
Tetningsytelse: IP67 og IP68 Krav
IP67 krever at kabinettet tåler nedsenking i opptil én meter vann i tretti minutter uten inntrengning. IP68 utvider dette til kontinuerlig nedsenking på en dybde som er avtalt mellom produsenten og sluttbrukeren - vanligvis 1,5 m i 30 minutter i bilapplikasjoner, selv om EV OEM-er ofte spesifiserer mer krevende forhold.
Å oppnå disse vurderingene fra et stemplet deksel avhenger av tre faktorer: flatheten til tetningsflensen, overflatefinishen til sporet eller vulsten som kommer i kontakt med pakningen, og dimensjonskonsistensen til bolthullsmønsteret som komprimerer tetningen. Et flensflathetsavvik på til og med 0,1 mm over et langt tetningsløp er nok til å skape et gap som vann kan trenge inn under trykk. Dette er grunnen til at dimensjonstoleranse på tetningselementer holdes tettere enn på strukturelle egenskaper - typisk ±0,01 mm på spordybde og tetningsvulstbredde.
Vår presisjonsstemplingsdeler for biler og elbiler er produsert med tetningssporgeometri validert mot pakningsleverandørens spesifikasjoner før produksjonsverktøyet er ferdigstilt, og eliminerer risikoen for kompresjonssett og lekkasjebane som oppstår fra nominell dimensjon design-til-nominell dimensjon verktøyfeil.
Vår Battery Cover Stamping Parts: Specification Overview
Vår battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Delene har en jevn overflatefinish (Ra ≤ 0,8 μm), med null gradtoleranse og ingen deformasjon, og beskytter effektivt batterikjerner mot støv, fuktighet og ytre støt samtidig som de oppnår IP67/IP68 tetningsintegritet. De støtter sømløs integrasjon med batterihus og kan tilpasses med integrerte monteringsbosser, tetningsspor, hull, flenser eller bøyestrukturer basert på spesifikke installasjonsbehov, inkludert anordninger for høyspentkontakter og kjølegrensesnitt.
Med utmerket strukturell stabilitet og korrosjonsmotstand, forbedrer disse EV-batteristemplingsdelene den generelle sikkerheten og holdbarheten til batterisystemene. De passer til masseproduksjon (500 000 – 10 millioner deler/år) , som sikrer kostnadseffektivitet og pålitelig forsyning for batteri-OEM-er og -produsenter, støttet av IATF 16949 kvalitetssertifisering.
Tilpasning: Bosser, riller, flenser og funksjonelle grensesnitt
Ingen to batteripakker deler en identisk dekselgeometri. EV-plattformer er forskjellige i celleformat (sylindrisk, prismatisk, pose), modularrangement, termisk styringsarkitektur og koblingsplassering - og hver variant forplanter seg til dekseldesignet som en annen kombinasjon av funksjoner.
De vanligste tilpasningskravene faller inn i fem kategorier. Monteringsbosser — hevede puter med gjengede eller klaringshull — finn dekselet på batterihuset og fordel klembelastningen bort fra tetningsgrensesnittet. Tetting av spor må tilpasses i bredde, dybde og radius til paknings- eller O-ringsspesifikasjonen, med toleranser stramme nok til å garantere det spesifiserte kompresjonsforholdet over hele produksjonsområdet. Utskjæringer og gjennomhullede hull for koblinger, ventiler og sensorer må plasseres i forhold til tetningsperimeteren med samme nøyaktighet som dekslets sammenkoblingsfunksjoner på huset. Flenser og bøyekonstruksjoner legg til stivhet, lag sammenstillingslokaliseringsfunksjoner, eller form festepunkter for tilstøtende moduler. Kjølegrensesnitt — utsparinger eller gjennomgående funksjoner som kobler dekselet til en væskekjølekrets — krever spesielt tett dimensjonskontroll for å sikre lekkasjefri tilkobling til kjølemanifolder.
Alle disse funksjonene er oppnåelige innenfor dyptegnings- og progressive stemplingsprosessen. Den kritiske forutsetningen er at verktøyet er designet fra begynnelsen med produksjonstoleranser i tankene, ikke nominelle dimensjoner - fordi en funksjon som er geometrisk korrekt på en 3D-modell, men verktøyet til nominell uten prosesskapasitetsmargin, avviser det øyeblikket prosessforholdene avviker.
Vår funksjoner for dyptrekkende dysedesign for biler og elektriske kjøretøy sikre at hver tilpassede funksjon er konstruert for produksjonsstabilitet fra den første prøven, og reduserer iterasjonssyklusene mellom prototypegodkjenning og masseproduksjonslansering.
Masseproduksjonsevne og kvalitetssikring
Batteri-OEM-er og Tier 1-leverandører trenger mer enn en del som består en prøveinspeksjon. De trenger en forsyningskjede som er i stand til å levere 500 000 til 10 millioner eller flere deler per år med konsistent kvalitet, forutsigbare ledetider og et kvalitetsstyringssystem som genererer dataene som trengs for å støtte kunderevisjoner og regulatoriske innsendinger.
IATF 16949-sertifisering er den grunnleggende kvalitetsstandarden for forsyningskjeder i bilindustrien. Den krever at statistisk prosesskontroll, analyse av målesystem og godkjenningsprosesser for produksjonsdeler er på plass og dokumenteres – ikke bare ved leverandørlansering, men kontinuerlig gjennom hele produksjonsløpet. Spesifikt for stempling av batterideksel betyr dette at kritiske dimensjoner på tetningsegenskaper, flensflathet og hullposisjon måles på en definert prøvetakingsplan for hvert produksjonsparti, med resultater trendet og gjennomgått mot kontrollgrenser.
Ved produksjonsvolumer over noen hundre tusen deler per år, blir stemplingsautomatisering avgjørende for å opprettholde konsistens. Servopressteknologi gjør at kraft og posisjon kan kontrolleres i hvert trinn av slaget, og kompenserer for materialtykkelsesvariasjoner og matrisslitasje på en måte som mekaniske presser med fast hastighet ikke kan. Vår stemplingsautomatiseringsutstyr integrerer pressekontroll, in-die sensing og delinspeksjon for å opprettholde dimensjonsstabilitet over lange produksjonsserier uten å øke operatørintervensjonen.
Sertifisering av innkommende material, inspeksjonsrapporter for første artikkel, rapporter om dimensjonale mål og verifisering av overflatefinish leveres som standarddokumentasjon for hver produksjonsordre – og gir innkjøps- og kvalitetsteam sporbarhetsregistreringene som trengs for å støtte deres egne kundeforpliktelser.
Kvalifisering av en leverandør av batteridekselstempling: Hva skal verifiseres
Leverandørkvalifiseringsprosessen for batteridekselstemplingsdeler bør gå utover en prøvegjennomgang. Dette er områdene som avgjør om en leverandør kan opprettholde kvalitet på volum, ikke bare produsere akseptable prøver.
Program for eierskap og vedlikehold av verktøy. Bekreft hvem som eier produksjonsverktøyet og hva vedlikeholdsintervallet er. En leverandør som forsinker vedlikeholdet for å maksimere oppetiden for pressen vil til slutt produsere deler uten fortoleranse uten forvarsel.
Måleevne på tetningsfunksjoner. Be om måler R&R-data på tetningssporet og flensflathetsmålinger. Et målesystem med mer enn 10 % variasjon i forhold til toleransebåndet kan ikke på en pålitelig måte skille konforme fra ikke-konforme deler.
Materialsporbarhet. Batterigodkjent aluminium og stål skal kunne spores til fabrikksertifikatet. For IATF-sertifiserte forsyningskjeder er dette obligatorisk; for ikke-bilbruk er det fortsatt den eneste måten å verifisere at materialet oppfyller spesifisert legering og temperament.
Prototype-til-produksjon overgangsprosess. En leverandør med en dokumentert APQP-prosess (Advanced Product Quality Planning) vil identifisere potensielle prosessfeil før produksjonsverktøyet kuttes – noe som reduserer risikoen for en lanseringsforsinkelse forårsaket av et design-for-produksjon-problem som var synlig fra tegningen, men som aldri eskalerte.
For batteri-OEM-er og produsenter som vurderer stemplingspartnere, vår tilpassede stemplingsutvikling og kvalifiseringstjenester er strukturert rundt akkurat disse kravene – fra første DFM-gjennomgang til PPAP-innsending og til steady-state produksjon.
Forrige innlegg
Høyhardhetslegert stål i stansematriser
Neste innlegg
Metallstemplingsdeler for husholdningsapparater: materialer, presisjon og tilpassede løsninger
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
