-
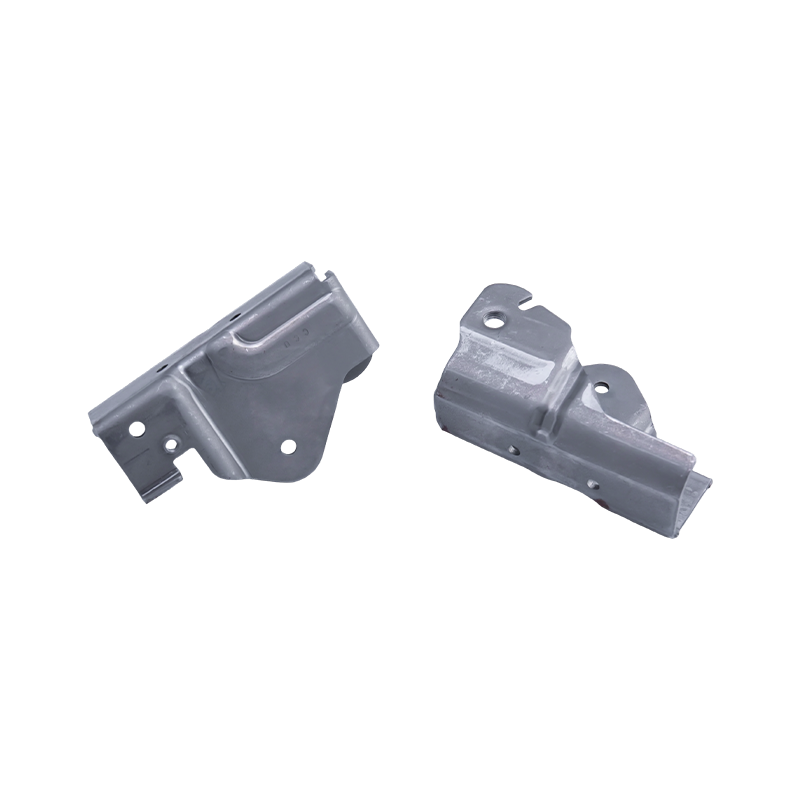
Bilsete stempling deler
Bilsete-stemplingsdeler er kjernemetallkomponen...
-
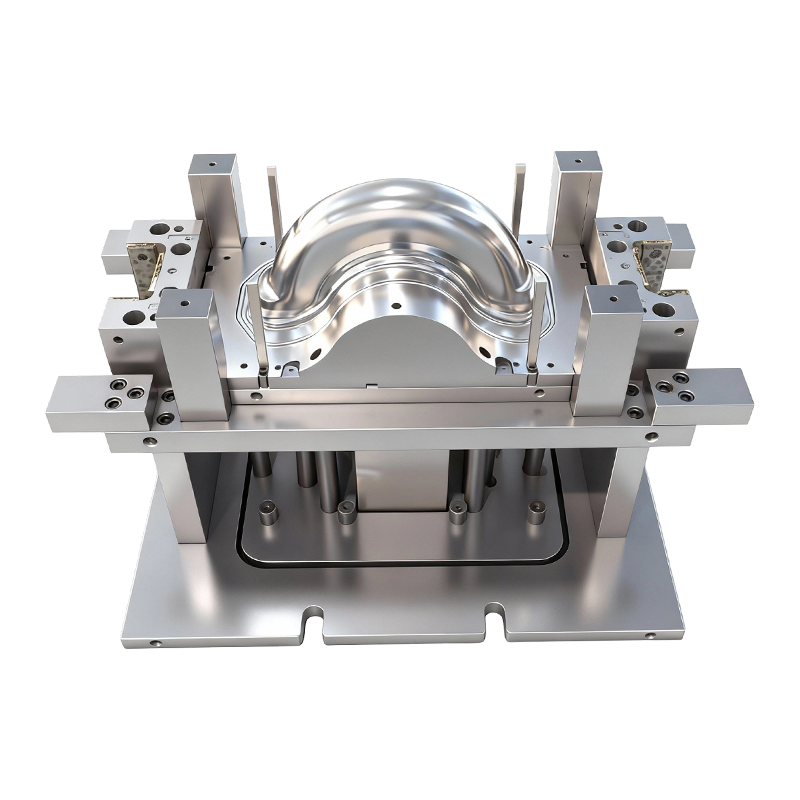
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-
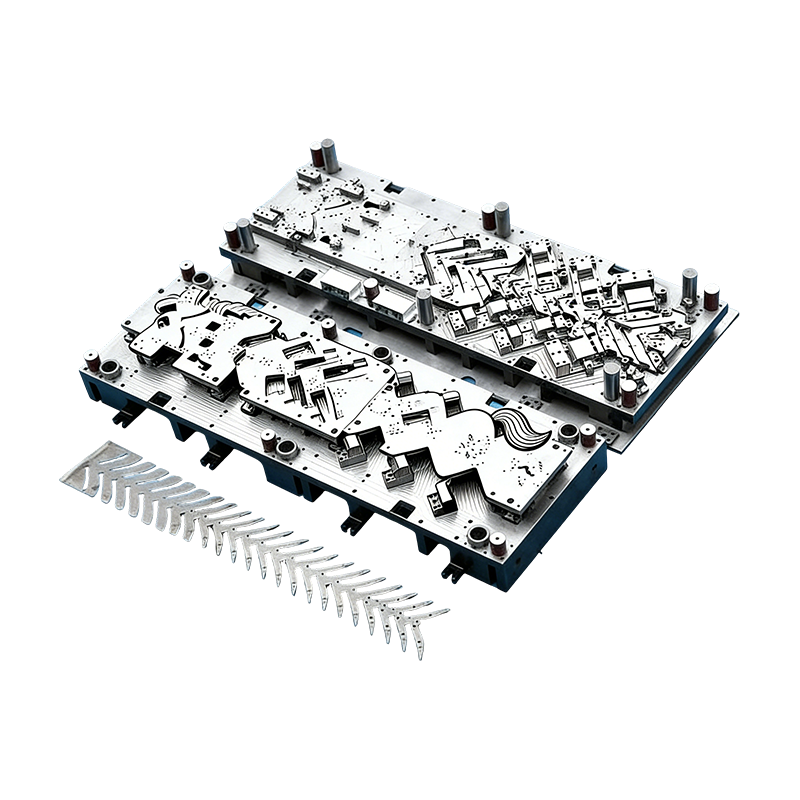
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
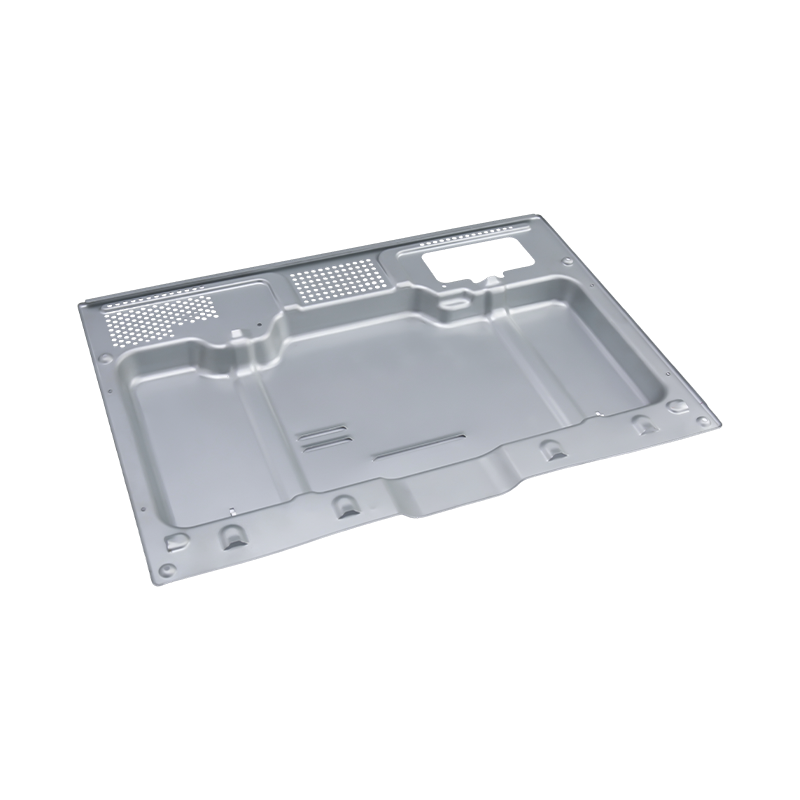
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
-
Små stemplede deler til bærbare datamaskiner og mobiltelefoner
Som essensielle interne komponenter for moderne...
Bransjenyheter
Bilsete stemplingsdeler: Kvalitets- og passformguide
2026-05-13
Hva er stemplingsdeler for bilseter og hvorfor de betyr noe
Bilsete stempling deler er presisjonsformede metallkomponenter som fungerer som den strukturelle kjernen i bilseterammene. Produsert gjennom høypresisjonsstemplingsprosesser, er disse delene formet av høyfast stål- eller aluminiumslegeringsplater ved bruk av dyseverktøy under tusenvis av tonn presskraft. Resultatet er en komponent med jevn veggtykkelse, rene kanter og stramme dimensjonstoleranser - kvaliteter som ikke er omsettelige i bilapplikasjoner.
I motsetning til sveisede eller støpte alternativer tilbyr stemplede deler overlegen repeterbarhet og overflateintegritet. I en setesammenstilling fungerer de som det bærende skjelettet, og har direkte kontakt med seteputer, justeringsbraketter og hvilemekanismer. Eventuelle dimensjonsavvik i disse komponentene forplanter seg gjennom hele setesystemet, og påvirker både komfort og passasjersikkerhet.
Det globale markedet for bilseter ble verdsatt til over 68 milliarder dollar i 2023, og setekonstruksjoner i metall representerer en betydelig del av materialkostnadene per sete. Å velge de riktige stemplingsdelene – og den riktige leverandøren – påvirker monteringseffektiviteten, produktets levetid og overholdelse av regelverket direkte.
Materialvalg: Høyfast stål vs. aluminiumslegering
De to dominerende materialene for metallstemplingsdeler til bilseter er høyfast stål (HSS) og aluminiumslegering. Hver har en distinkt ytelsesprofil, og det riktige valget avhenger av den spesifikke seteposisjonen, kjøretøyets plattform og vektmål.
| Eiendom | Høyfast stål | Aluminiumslegering |
|---|---|---|
| Strekkstyrke | 590–1500 MPa | 200–500 MPa |
| Vekt | Høyere | ~35 % lettere enn stål |
| Korrosjonsmotstand | Krever belegg | Naturlig motstandsdyktig |
| Kostnad | Lavere | Høyere |
| Typisk applikasjon | Siderammer, gulvbeslag | Elbilseter, sports- og premiumsegmenter |
Avansert høyfast stål (AHSS), som dual-fase (DP) og martensittisk (MS) kvaliteter, er nå mye brukt i sete siderammer og tverrbjelker der kollisjonsenergiabsorpsjon er kritisk. Disse karakterene tillater reduksjon av veggtykkelse uten å ofre strukturell ytelse - en nøkkelfaktor for å oppfylle både vekt- og sikkerhetsmål samtidig.
Aluminiumslegeringer, spesielt 5xxx- og 6xxx-seriene, spesifiseres i økende grad i plattformer for elektriske kjøretøy der hver kilo vektreduksjon direkte utvider rekkevidden. Selv om aluminiumsstemplinger krever mer komplekse verktøy og formingsstrategier på grunn av lavere duktilitet, rettferdiggjør utbetalingen i massereduksjon ofte investeringen for høyvolumsprogrammer.

Belastningsytelse: Krav til statisk, dynamisk og vibrasjon
Bilsete-stemplingsdeler må fungere pålitelig på tvers av tre forskjellige belastningskategorier gjennom kjøretøyets levetid. Det er viktig å forstå disse kravene når man skal evaluere delespesifikasjoner eller kvalifisere en leverandør.
Statisk lastbærende
Statisk belastning refererer til den kontinuerlige vekten til passasjerene og selve seteenheten. Regulatoriske standarder som ECE R17 (Europa) og FMVSS 207/210 (USA) definerer minimumsbelastningsterskler for seteforankringer og strukturelle komponenter. En typisk seteramme må tåle en belastning bakover på 20 ganger setets vekt uten permanent deformasjon. Stemplingsdeler som danner basisskinnen, sidebraketten og hvilestolens monteringsgrensesnitt er de primære belastningsbanene i disse testene.
Dynamisk belastning og krasjytelse
Dynamiske belastninger oppstår under kjøretøyakselerasjon, bremsing og – mest kritisk – kollisjonshendelser. Ved en frontkollisjon må setekonstruksjoner begrense setebeltekrefter på opptil 30 kN samtidig som de opprettholder nok strukturell integritet til å forhindre passasjerens inntrengning i tilstøtende sittesoner. Stemplingsgeometrien, kornorienteringen og varmebehandlingen til stålet påvirker alle hvordan delen absorberer og omfordeler disse impulskreftene.
Vibrasjonsmotstand
Over en typisk kjøretøylevetid på 200 000 kilometer blir setekomponenter utsatt for kontinuerlig lavfrekvent vibrasjon fra veidekker og drivverkkilder. Stemplede deler med inkonsekvent tykkelse, gjenværende formspenning eller mikrosprekker ved bøyeradier er sårbare for utmattingssvikt under disse forholdene. Ensartet tykkelse over den stemplede profilen – et direkte produkt av presisjonsformdesign og trykkkontroll – er det mest effektive mottiltaket mot vibrasjonsindusert tretthet.
Bilsikkerhetsstandarddeler: Samsvar og kvalitetskontroll
Oppfyller definisjonen av standard deler for bilsikkerhet krever mer enn materialsertifisering. Det krever en dokumentert kvalitetsstyringsprosess som dekker innkommende materiale, prosesskontroll og utgående inspeksjon – alt sporbart til den ferdige delen.
Følgende inspeksjonsmetoder er standard praksis i kvalifiserte stemplingsoperasjoner:
- Coordinate Measuring Machine (CMM) inspeksjon: Verifiserer kritiske dimensjoner mot ingeniørtegningen til toleranser så tette som ±0,1 mm. Brukes til inspeksjon av første artikkel og periodisk prøvetaking under produksjonskjøringer.
- Hardhetstesting (Rockwell/Vickers): Bekrefter at varmebehandling etter stempling har oppnådd de målrettede mekaniske egenskapene, spesielt i AHSS-komponenter der martensittfasefordeling direkte påvirker styrken.
- Overflate- og kantinspeksjon: Visuelle og taktile kontroller for grader, sprekker og overflateforurensning som kan påvirke monteringspassformen eller akselerere korrosjon under bruk.
- Saltspraytesting: Evaluerer korrosjonsbeskyttelsessystemet (e-coat, sinkbelegg eller fosfatbehandling) brukt på stålstemplinger. Standard bilkrav varierer fra 240 til 1000 timers eksponering for saltspray uten rød rustdannelse.
- Destruktiv strekk- og bøyetesting: Validerer de mekaniske egenskapene til sveisede skjøter og kritiske bøyesoner, og sikrer ingen delaminering eller sprekker ved spenningskonsentrasjoner.
Overholdelse av kvalitetssystemer – typisk IATF 16949 for billeverandører – gir rammen som disse inspeksjonsmetodene brukes konsekvent innenfor. Deler som leveres uten denne sertifiseringen har en høyere risiko for uoppdagede prosessvariasjoner, noe som kan føre til feltfeil eller kostbare tilbakekallinger.
Kompatibilitet på tvers av seteposisjoner og kjøretøymodeller
En av de praktiske fordelene med presisjon metallstemplingsdeler til bilsete applikasjoner er deres tilpasningsevne over flere seteposisjoner og kjøretøyarkitekturer. Mens delgeometrier varierer mellom fører-, passasjer- og baksetekonfigurasjoner, forblir den underliggende produksjonsprosessen og kvalitetsstandardene konsekvente.
Fører- og passasjerseter foran
Forsetets stemplingsdeler er de mest strukturelt kompliserte, og integrerer monteringspunkter for sidekollisjonsputemoduler, høydejusteringsskinner, for-akter-glidere og ankere for sikkerhetsbeltestrammer. Dimensjonsnøyaktighet ved disse grensesnittene er avgjørende: et feiljustert monteringshull for kollisjonsputebraketten kan for eksempel forårsake utløsningstidsfeil som kompromitterer passasjerens beskyttelse. Forseterammene har også den høyeste regulatoriske kontrollen under kollisjonstestprotokoller.
Baksetestrukturer
Stemplingsdeler i baksetet spenner ofte over bredere tverrsnitt og må ha plass til flate mekanismer i SUV- og vognplattformer. Disse delene krever stramme flathetstoleranser for å sikre jevn belastning over foldehengsellinjen og konsekvent låseinngrep. I kjøretøyer med tre rader deles ofte seterammene på andre og tredje rad på tvers av modellvarianter – noe som gjør utskiftbarhet av deler til en direkte kostnadsdriver som presisjonsstempling støtter effektivt.
På tvers av alle seteposisjoner må grensesnittdimensjonene mellom stemplede rammekomponenter og tilstøtende systemer – puteskumklemmer, hvilehjul, gulvskinnebolter – samsvare med standarder for standarder for bilmontering. Deler som er i samsvar med disse dimensjonskonvensjonene kan integreres i nye kjøretøyprogrammer med minimale verktøymodifikasjoner, noe som reduserer utviklingsledelse og kvalifiseringskostnader for både OEM-produsenter og ettermarkedsleverandører.
Forrige innlegg
Deep Drawing Die Design: Punch, Die, Clearance & Multi-Stage Reduction Guide
Neste innlegg
Lett, høy presisjon: Deep Drawing Die Strategies Driving EV Body Panel Innovation
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
