-
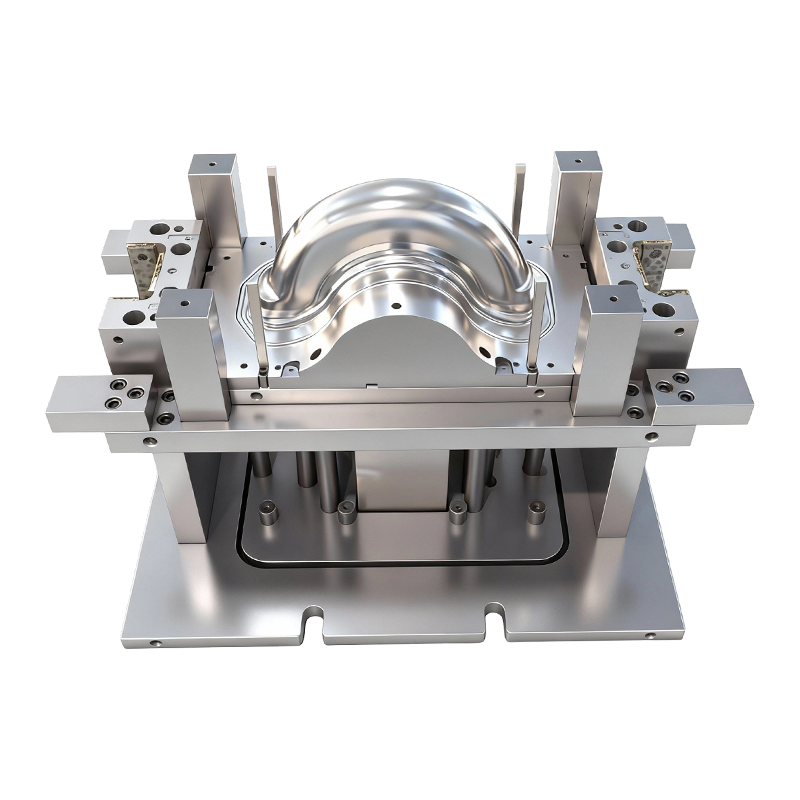
Dyptrekkeform for for- og bakhjul på tohjulede elektriske kjøretøy
Denne dyptrekksformen for for- og bakhjul på to...
-

Stemplingsdeler for tunge lastebiler
Våre stemplingsdeler for tunge lastebiler er pr...
-
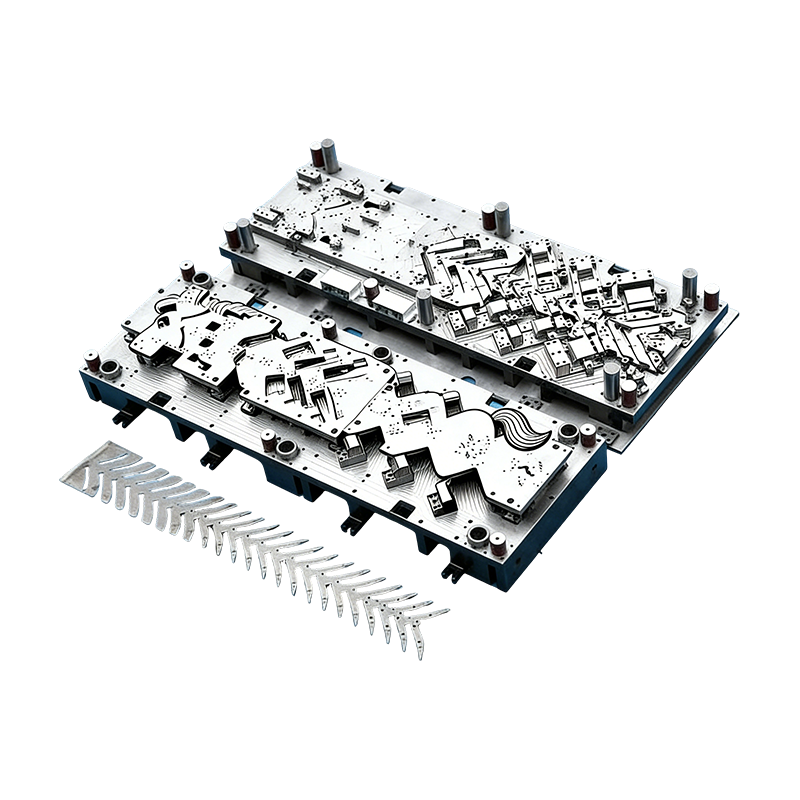
Progressive former for bildeler
Denne kontinuerlige formen for bilmotorhus er k...
-
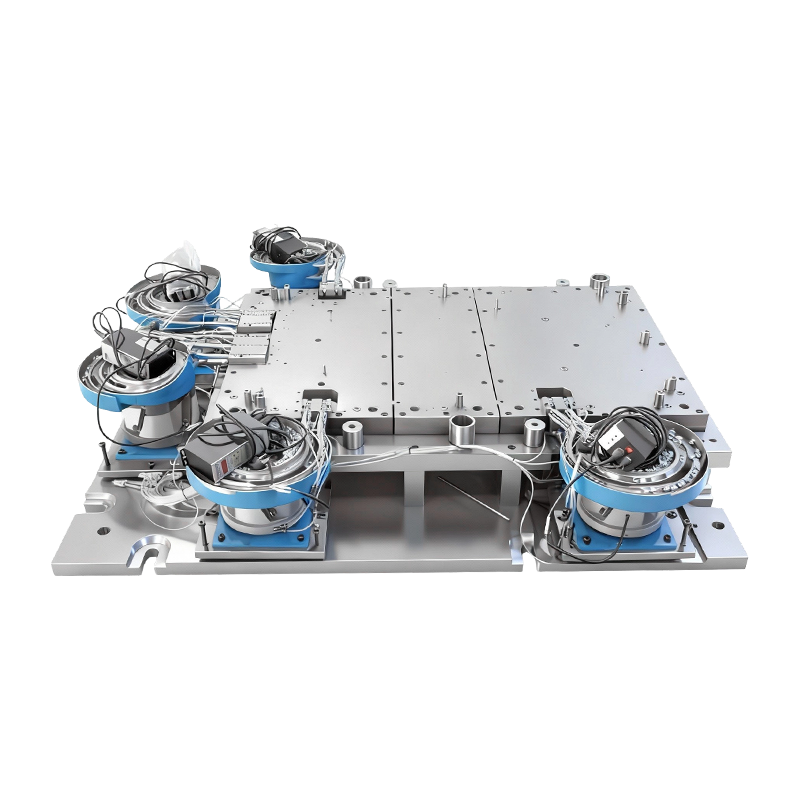
Automatisk nagleform for stor datamaskinmaskinbase
Denne automatiske nagleformen for stor datamask...
-
High-end ovnsstemplingsdeler
Våre avanserte ovnsstansedeler er presisjonspro...
-
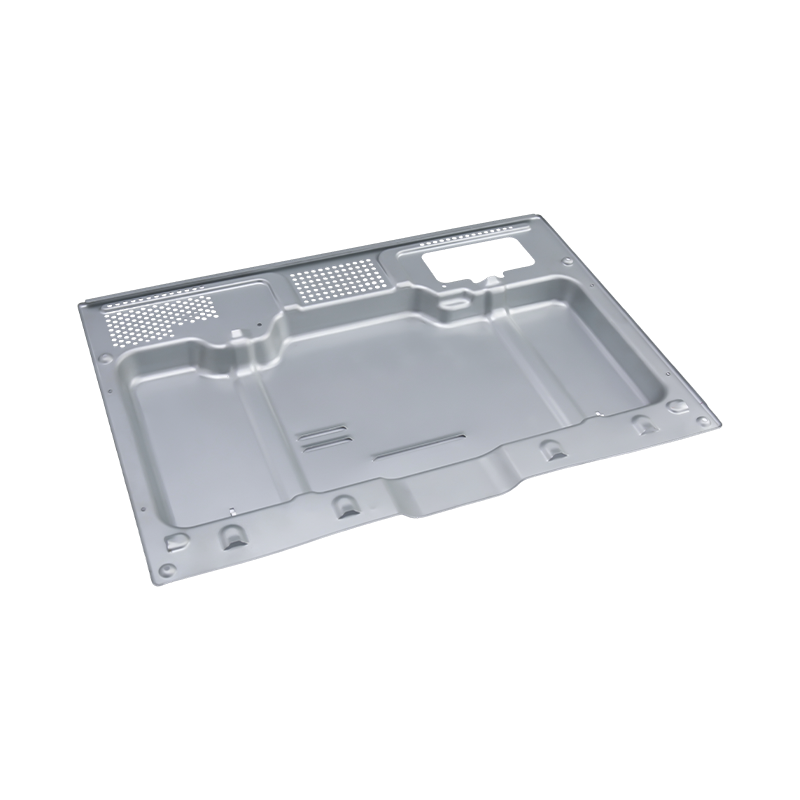
High-end store datamaskinstemplingsdeler
Våre avanserte store datamaskinstemplingsdeler ...
Bransjenyheter
Hjem / Nyheter / Bransjenyheter / Stemplingsdeler for bilseter: høypresisjonsproduksjon, lastbæring og materialvalg
Stemplingsdeler for bilseter: høypresisjonsproduksjon, lastbæring og materialvalg
2026-06-04
Et bildørpanel må passe flush og se bra ut. En seterammestempling må gjøre betydelig mer: den må bære den statiske vekten til en passasjer over hundretusenvis av sykluser, absorbere de dynamiske kreftene fra hard bremsing og ujevn vei, og holde geometrien nøyaktig nok til at setebelteankeret, hvilestolmekanismen og glideskinnen alle monteres og fungerer korrekt. Denne kombinasjonen av strukturelle, tretthets- og dimensjonskrav stiller bilsete stempling deler blant de mest krevende komponentene en presisjonsmetallstempel vil produsere - og en klar indikator på produsentens tekniske dybde.
Denne artikkelen undersøker de fem ingeniørdimensjonene som avgjør om en seterammestempling yter pålitelig gjennom kjøretøyets levetid: toleransekrav, materialvalg, presisjon for matriser, lastytelse og kompatibilitet med flere kjøretøy.

Hvorfor bilsete-stemplingsdeler har strengere toleranser enn de fleste kroppskomponenter
Stemplinger på kroppspaneler vurderes først og fremst på overflatens utseende og passform. Et gap som er 0,5 mm for bredt er synlig; et gap som er 0,3 mm for smalt skaper en monteringsforstyrrelse. Begge er uakseptable, men ingen av delene er et sikkerhetsproblem. Seterammestemplinger fungerer i en fundamentalt forskjellig feilmodus: dimensjonsfeil i en strukturell komponent forplanter seg til redusert belastningskapasitet, feiljusterte sikkerhetskritiske grensesnitt og for tidlig utmattelsessprekker.
Tenk på monteringsbraketten for hvilestolmekanismen. Boltehullene må plasseres innenfor brøkdeler av en millimeter for å sikre at hvilestolen går i inngrep med låsetennene jevnt over hele justeringsbuen. Et forskjøvet hullmønster skaper eksentrisk belastning på låsemekanismen - ikke umiddelbart synlig, men gradvis forringende over setets levetid. Den samme logikken gjelder for glideskinnefestepunkter, som skal fordele passasjerbelastning symmetrisk til begge skinner; enhver asymmetri konsentrerer stress ved ett feste og akselererer slitasje eller tretthetssvikt.
Toleransestandarden for bilsete stemplingsdeler produsert i henhold til bilsikkerhetsstandarder er derfor strammere enn generelle kroppsstemplinger - og håndheves ikke bare ved første artikkelinspeksjon, men på tvers av produksjonskjøringer, fordi variasjon mellom tidlige og sene produksjonsdeler påvirker samlebåndets gjennomstrømning og end-of-line justeringstid.
Høystyrke stål vs. aluminiumslegering: Velge riktig materiale for seterammestemplinger
Materialavgjørelsen for stempling av seteramme er ikke et enkelt valg som brukes på hele setet – det er en komponent-for-komponent-optimalisering som balanserer styrkekrav, danner kompleksitet, vektmål og kostnad.
Høyfast stål er fortsatt det dominerende materialet for strukturelle seterammekomponenter. Avansert høyfast stål (AHSS) med strekkstyrker på 600–1500 MPa gir flytegrensen som kreves for hvilestolbraketter, setebrettforsterkninger og seteryggrammer for å tåle 530 Nm bakoverdreiningsmomentbelastningen spesifisert i sikkerhetsstandarder for bilseter uten permanent deformasjon. Materialets høye stivhet motstår også bøyemomentene som genereres når bilbeltebelastninger overføres gjennom seterammen under en frontkollisjon. Avveiningen er at høyfast stål krever mer dyktig verktøy – høyere pressetonnasje, presisjonsformmaterialer og forsiktig styring av emneholderkraft – fordi deres reduserte duktilitet i forhold til bløtt stål gir mindre margin for formingsfeil før sprekkdannelse oppstår.
Aluminiumslegering er i økende grad spesifisert for setekomponenter der vektreduksjon er prioritet, spesielt i elektriske kjøretøy der rekkeviddeeffektivitet rettferdiggjør de høyere material- og verktøykostnadene. Stemplinger av aluminiumsseteramme kan redusere komponentvekten med 30–40 % sammenlignet med stålekvivalenter. Utfordringen er at aluminiums lavere flytegrense vanligvis krever tykkere seksjoner eller designforsterkning for å oppnå tilsvarende strukturell ytelse – delvis oppveier vektfordelen. Dens større tilbakefjæring under formingen krever også mer presis formkompensasjon og tettere prosesskontroll for å opprettholde dimensjonsnøyaktigheten.
I praksis kombinerer setemontasjer ofte begge deler: høyfast stål for primære lastbaner (ryggramme, hvilestolbrakett, forsterkning av setebelteanker) og aluminiumslegering for sekundære strukturer hvor vektreduksjon har en klar fordel og topplastene er lavere (putepanne-sidebjelker, styrebraketter for nakkestøtte).
Hvordan høypresisjonsstempling bestemmer bæreevne
De mekaniske egenskapene til en stemplet seterammedel bestemmes dels av råmaterialet og dels av selve stemplingsprosessen. En dyse som produserer inkonsekvent veggtykkelse - gjennom ujevn emneholderkraft, slitte stanseradier eller unøyaktig klaring mellom stanse og dyse - skaper lokal tynning i den stemplede delen. Disse tynne sonene blir til spenningskonsentrasjoner: de første stedene som gir etter under statisk overbelastning og initieringsstedene for utmattelsessprekker under syklisk belastning.
Dette er den direkte mekaniske koblingen mellom presisjon og sete stempling bæreevne . En dyse maskinert til 0,002 mm nøyaktighet på sine kritiske formingsoverflater produserer deler med jevn veggtykkelse gjennom hele trekkdybden. Passasjerbelastningen fordeles jevnt over seksjonen, arbeidsspenningene holder seg godt under materialets utmattelsesgrense, og delen oppfyller dets designlevetidsmål. En dyse med slitte eller upresist maskinerte radier produserer deler hvor tynningen er konsentrert, lokale påkjenninger forhøyes og utmattingslevetiden reduseres - ofte uten at noen dimensjonsavvik kan oppdages ved rutinemessig inspeksjon.
Kantkvalitet har samme betydning. Grader og mikrosprekker på utstansede kanter fra sløvt eller dårlig tilpasset verktøy fungerer som sprekkinitieringssteder. Under den sykliske belastningen ved normal kjøring – veivibrasjoner, setejusteringssykluser, passasjer inn og ut – forplanter disse kantdefektene seg til tretthetssprekker i grunnmaterialet. Glatte, godt støttede skjærkanter produsert av presisjonsverktøy eliminerer denne feilmodusen.
For dyptrekkende dyser for biler og elektriske kjøretøy for seterammekomponenter , kan design- og produksjonskvaliteten til verktøyet derfor ikke skilles fra den strukturelle ytelsen til delene den produserer.
Statisk og dynamisk belastningsytelse: Hva setestempeldeler må tåle
Seterammestemplinger bærer tre forskjellige kategorier av belastning, hver med forskjellige implikasjoner for design og materialspesifikasjon.
Statiske belastninger representerer den vedvarende vekten til passasjeren - typisk 75–100 kg for en enkelt passasjer, som virker kontinuerlig gjennom seteputen og ryggen. Disse belastningene bestemmer minimum tverrsnittsareal og materialflytestyrke som kreves for å forhindre permanent deformasjon under normal bruk. Statisk belastningsytelse er enkel å teste og verifisere, og de fleste setestemplingsfeil som tilskrives "statisk overbelastning" er faktisk utmattelsesfeil som har akselerert en stund før synlig deformasjon vises.
Dynamiske belastninger skyldes kjøretøyakselerasjon, bremsing, svinger og ujevnheter i veibanen. Under hard bremsing ved 1 g retardasjon genererer tregheten fremover til en passasjer på 75 kg omtrent 750 N belastning gjennom seteryggen og inn i hvilemekanismen og stemplingene på ryggrammene. På ujevn vei er det mulig med vertikale akselerasjoner på 2–3 g, ved å sykle seterammen med frekvenser på 1–20 Hz i tusenvis av timer i løpet av kjøretøyets levetid. Vibrasjonsmotstand – evnen til den stemplede strukturen til å opprettholde sin geometri og mekaniske egenskaper under denne sykliske belastningen – er en ytelsesdimensjon som ofte blir undervurdert i innledende designgjennomganger, men som blir synlig i langsiktig holdbarhetstesting.
Krasjlaster representerer den verste tilstanden. Ved en frontkollisjon i 50 km/t med belastet sikkerhetsbelte, må seterammen overføre passasjerens kinetiske energi inn i kjøretøyets struktur uten å sprekke eller tillate seteforskyvning som kan skade passasjeren. Disse lastene er en størrelsesorden høyere enn dynamiske kjørebelastninger, og de stemplede delene i setebelteankeret, ryggrammen og glideskinnelåsemekanismen er alle i den primære lastbanen.
Å møte alle tre belastningskategorier samtidig krever at stemplingsprosessen leverer både dimensjonsnøyaktighet og konsistente mekaniske egenskaper – som er grunnen til at materialsporbarhet og tykkelsesovervåking i prosessen er standardkrav i forsyningskjeder for bilsetekomponenter.
Flerkjøretøyskompatibilitet og OEM dimensjonsnøyaktighetskrav
En enkelt sete stemplingsleverandør betjener sjelden en enkelt kjøretøyplattform. OEM-kunder og Tier 1-seteprodusenter henter stemplede komponenter som må passe til flere kjøretøylinjer, ofte med forskjellige dimensjonale konvolutter, monteringskonfigurasjoner og sikkerhetsbelastningskrav. Å administrere denne multiplattformkompleksiteten uten økende verktøykostnader er en av kjernekompetansene som skiller dyktige stemplingsleverandører fra råvareprosessorer.
Grunnlaget for kompatibilitet med flere kjøretøy er dimensjonsnøyaktighet på det individuelle funksjonsnivået – ikke bare den generelle delens geometri. Hullposisjonstoleranser på ±0,15 mm eller strammere på monterings- og lokaliseringsfunksjoner sikrer at den samme stemplede delen monteres korrekt til forskjellige seterammearkitekturer uten å kreve manuell justering eller omarbeiding. Dette nøyaktighetsnivået er kun oppnåelig når dysen er utformet med passende datumreferanser, maskinert til stramme funksjonstoleranser og validert med en fullstendig førsteartikkelinspeksjon mot kundens CAD-modell før produksjonsstart.
Tilpasset formdesign er ikke en overheadkostnad i denne sammenhengen – det er mekanismen som oppnår dimensjonsnøyaktighet og kompatibilitet med flere kjøretøy. En dyse designet spesielt for en dels geometri, med funksjonsposisjoner og klaringer tilpasset delens formingskrav, vil konsekvent produsere deler som monteres riktig. En generisk eller modifisert dyse vil kreve kontinuerlig sortering, shimming eller justering for å opprettholde akseptabel dimensjonseffekt.
Den komplett utvalg av bilstemplingsdeler at SQS produseres fra dyser designet og produsert internt, noe som sikrer at dimensjonskravene til hver kundes kjøretøyplattform er konstruert inn i verktøyet fra begynnelsen i stedet for å kompenseres for i produksjonen.
SQS sin integrerte dyse- og delproduksjonsfordel for setestemplinger
Den conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd. driver begge funksjonene under ett tak. Det samme ingeniørteamet som designer stemplingsformen for en seterammekomponent driver også pressen som produserer delene. Når det oppstår en dimensjonsdrift i produksjonen – slik det vil skje i løpet av en dysens levetid gjennom gradvis slitasje – er responsen en informert dysekorreksjon snarere enn en prosessløsning. Resultatet er mer konsistent delkvalitet i hele produksjonsløpet og en raskere vei til rotårsaken når avvik oppstår.
SQS sin produksjonsinfrastruktur støtter denne integrasjonen på det presisjonsnivået som bilsetestemplinger krever. Wire EDM-maskiner hentet fra Japan oppnår maskineringsnøyaktighet innenfor 0,002 mm på dysefunksjoner, og sikrer at formingsoverflatene som bestemmer veggtykkelse, kantkvalitet og hullposisjon holdes til toleransene som delens design krever. En presseflåte som spenner fra 80T til 400T dekker hele spekteret av stemplingsgeometrier for seterammen, fra små brakettkomponenter til rammestrukturer med full rygg. Med over 15 års erfaring fra OEM-kunder og Tier 1 billeverandører, og et team på 60 tekniske medarbeidere dedikert til formdesign, produksjon og kvalitetssikring, gir SQS den tekniske dybden som seterammestemplingsprogrammer krever.
Kontakt SQS direkte for henvendelser om OEM-forsyning, utvikling av tilpasset form eller gjennomgang av tekniske spesifikasjoner.
Forrige innlegg
Metallstemplingsdeler for husholdningsapparater: materialer, presisjon og tilpassede løsninger
Neste innlegg
Deep Drawing Die Design: Punch, Die, Clearance & Multi-Stage Reduction Guide
Vår Produkter.
Start bedriften din med en OEM-produsent her!
Gi globale kunder komplette nøkkelferdige løsninger
gjennom
innovasjon!
HURTIGE LENKER
NYHETER
KONTAKTINFORMASJON.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Opphavsrett © Suzhou Shuangqisi Mold Equipment Co., Ltd. Alle rettigheter reservert. Tilpasset stempling Produsenter av metallstempling
